Flowserve Mark 3 Sealed Metallic Durco User Manual
Page 57
MARK 3 USER INSTRUCTIONS ENGLISH 71569102 01-13
Page 57 of 72
flowserve.com
must be taken to ensure the outboard bearing is
firmly positioned against the shaft shoulder. The
outboard bearing, while still hot, is to be
positioned against the shaft shoulder.
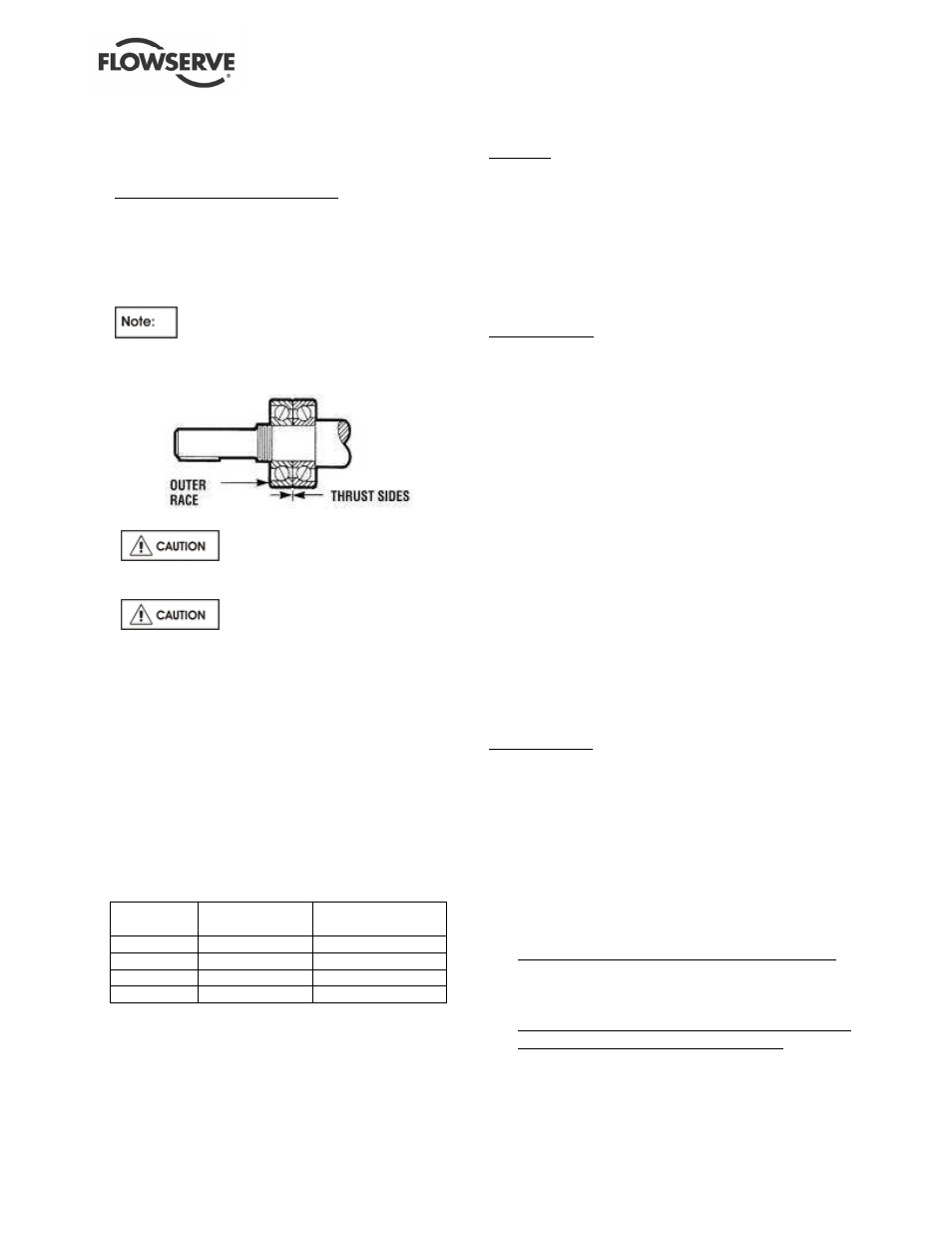
Duplex angular contact bearings
Duplex angular contact bearings must be mounted
back-to-back with the wider thrust sides of the
outer races in contact with each other as shown in
figure 6.32. Only bearings designed for universal
mounting should be used. The SKF designation is
“BECB”. NTN’s designation is “G”.
A special shaft is required when using
duplex angular contact bearings (standard on
group 3-HD pumps).
Figure 6.31
The orientation of the bearing
shields is different for horizontal pumps (figure 5.7)
and In-Line pumps (figure 5.8).
It must be understood that fixtures
and equipment used to press the bearing must be
designed so no load is ever transmitted through the
bearing balls. This would damage the bearing.
d) After the bearing has cooled below 38 °C (100 °F )
the bearing should be pressed against the shaft
shoulder. Figure 6.33 identifies the approximate
force needed to seat the bearing against the shaft
shoulder. If a press is not available the locknut
[3712] should be installed immediately after the
bearing is placed on the shaft and tightened to
ensure the bearing remains in contact with the shaft
shoulder. The locknut should then be retightened
repeatedly during the time the bearing is cooling.
Once cool the locknut should be removed.
Figure 6.32
Pump
Press force
N (lbf)
Locknut torque
Nm (lbf
·
ft)
Group 1
5 780 (1 300)
27 +4/-0 (20 +5/-0)
Group 2
11 100 (2 500)
54 +7/-0 (40 +5/-0)
Group 3
20 000 (4 500)
95 +7/-0 (70 +5/-0)
Group 3-HD
20 000 (4 500)
102 +7/-0 (75 +5/-0)
e) Install lockwasher [6541.1] and locknut [3712].
The locknut should be torqued to the value
shown in figure 6.33. One tang on the
lockwasher must be bent into a corresponding
groove on the locknut.
Bearing housing seals
6.9.1.2
Lip seals
If lip seals were used (see figure 6.16), install new lip
seals in the bearing carrier [3240] and the housing
[3200 - Group 1] or the adapter [1340 - Group 2 and 3].
The lip seals [4310.1 and 4310.2] are double lip style,
the cavity between these two lips should be
1
/
2
to
2
/
3
filled with grease. When installing this part, the large
metal face on the lip seal must face away from the
bearings.
Labyrinth seals
The following are general installation instructions
regarding the VBXX Inpro seal. Follow the
instructions provided with the seal by the
manufacturer.
The elastomer O-ring located on the OD of the seal
has been sized to overfill the groove in which it is
located. When installing the seal into its
corresponding housing, in addition to compressing
the O-ring a certain amount of material may shear off.
This sheared material should be removed. An arbor
press should be used to install the seal.
Install the inboard seal in the bore of the bearing
housing (Group 1) or adapter (Group 2 and Group 3)
with the single expulsion port positioned at the 6
o’clock position.
Install the outboard seal in the bore of the bearing
carrier. There are no orientation issues since this is a
multiport design seal.
Magnetic seals
Follow the installation instructions provided by the
manufacturer.
Bearing carrier/power end assembly
6.9.1.3
a) Install new O-rings [4610.2] onto the bearing
carrier. Be sure to use the correct size O-rings.
(The Mark 3 and Mark 3A bearing carriers use
different O-rings.)
b) Slide the bearing carrier [3240] over the outboard
bearing [3013].
c) Install the outboard bearing retaining device.
Double row bearings on Group 1 and 2 pumps
Slide the snap ring [2530] in place with its flat
side against the outboard bearing and snap it into
its groove in the bearing carrier.
Duplex angular contact bearings on Group 1 and 2
pumps; all bearings on Group 3 pumps
Slide the bearing retainer [2530.1] against the
outboard bearing and install and tighten the
socket head capscrews [6570.12]. See figure 6.2
for correct torque values.