X1 0, Program input – HEIDENHAIN ND 930 User Manual
Page 29
Advertising
29
ENT
X
1 0
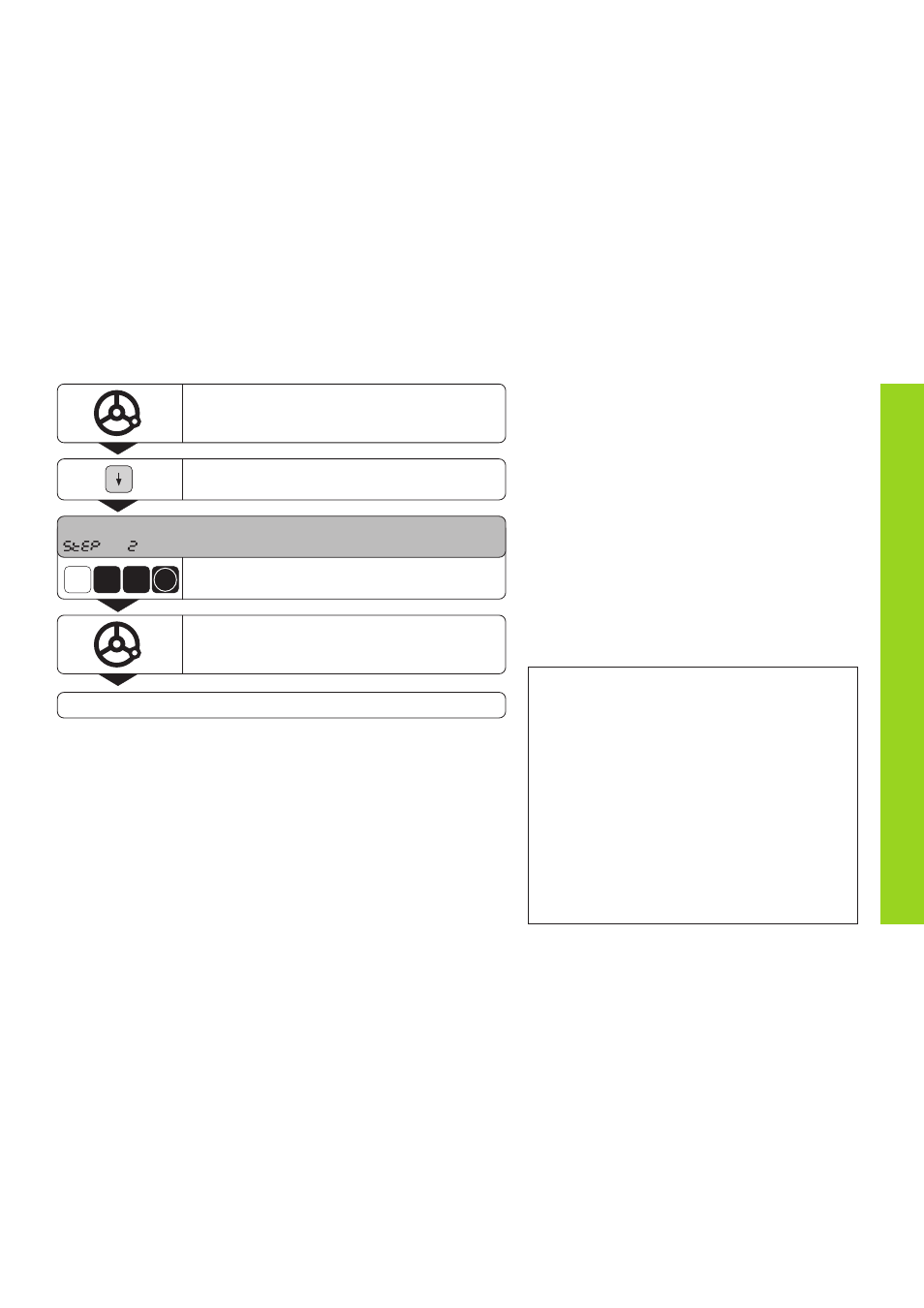
If you are doing actual machining, traverse the Z
axis until the display value is zero.
Select the next step.
AXIS ?
Select the axis (such as X), enter the coordinate
(such as 10 mm) (diameter), confirm entry.
If you are doing actual machining, traverse the X
axis until the display value is zero.
Enter further blocks in the same manner.
Program Input
The complete program:
1
Zs =
+0
2
X
=
+10
3
Zs =
–20
4
X
=
+20
5
I
Zs=
–35
6
X
=
+30
Advertising
This manual is related to the following products: