Cycle parameters – HEIDENHAIN TNC 640 (34059x-02) Cycle programming User Manual
Page 143
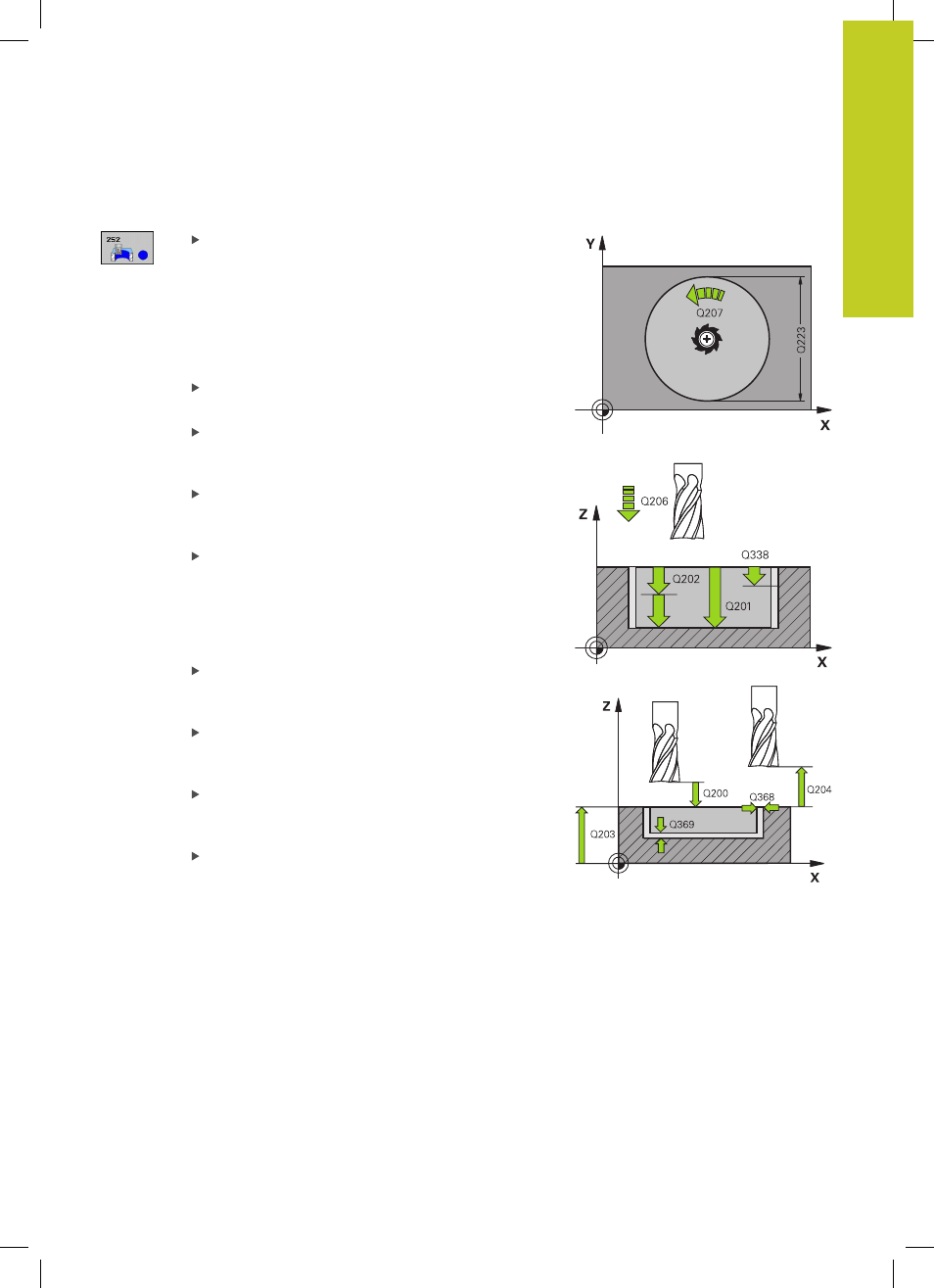
CIRCULAR POCKET (Cycle 252, DIN/ISO: G252)
5.3
5
TNC 640 | User's Manual Cycle Programming | 5/2013
143
Cycle parameters
Machining operation (0/1/2) Q215: Define
machining operation:
0
: Roughing and finishing
1
: Only roughing
2
: Only finishing
Side finishing and floor finishing are only machined
when the specific allowance (Q368, Q369) is
defined
Circle diameter Q223: Diameter of the finished
pocket. Input range 0 to 99999.9999
Finishing allowance for side Q368 (incremental):
Finishing allowance in the working plane. Input
range 0 to 99999.9999
Feed rate for milling Q207: Traversing speed of
the tool in mm/min while milling. Input range 0 to
99999.999 alternatively
FAUTO, FU, FZ
Climb or up-cut Q351: Type of milling operation
with M3
+1 = climb
–1 = up-cut
PREDEF: The TNC uses the value from the GLOBAL
DEF block
Depth Q201 (incremental): Distance between
workpiece surface and bottom of pocket. Input
range -99999.9999 to 99999.9999
Plunging depth Q202 (incremental): Infeed per
cut. Enter a value greater than 0. Input range 0 to
99999.9999
Finishing allowance for floor Q369 (incremental
value): Finishing allowance in the tool axis. Input
range 0 to 99999.9999
Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range 0 to 99999.999; alternatively
FAUTO, FU, FZ