Kemppi ArcFeed 200 User Manual
Page 13
EN
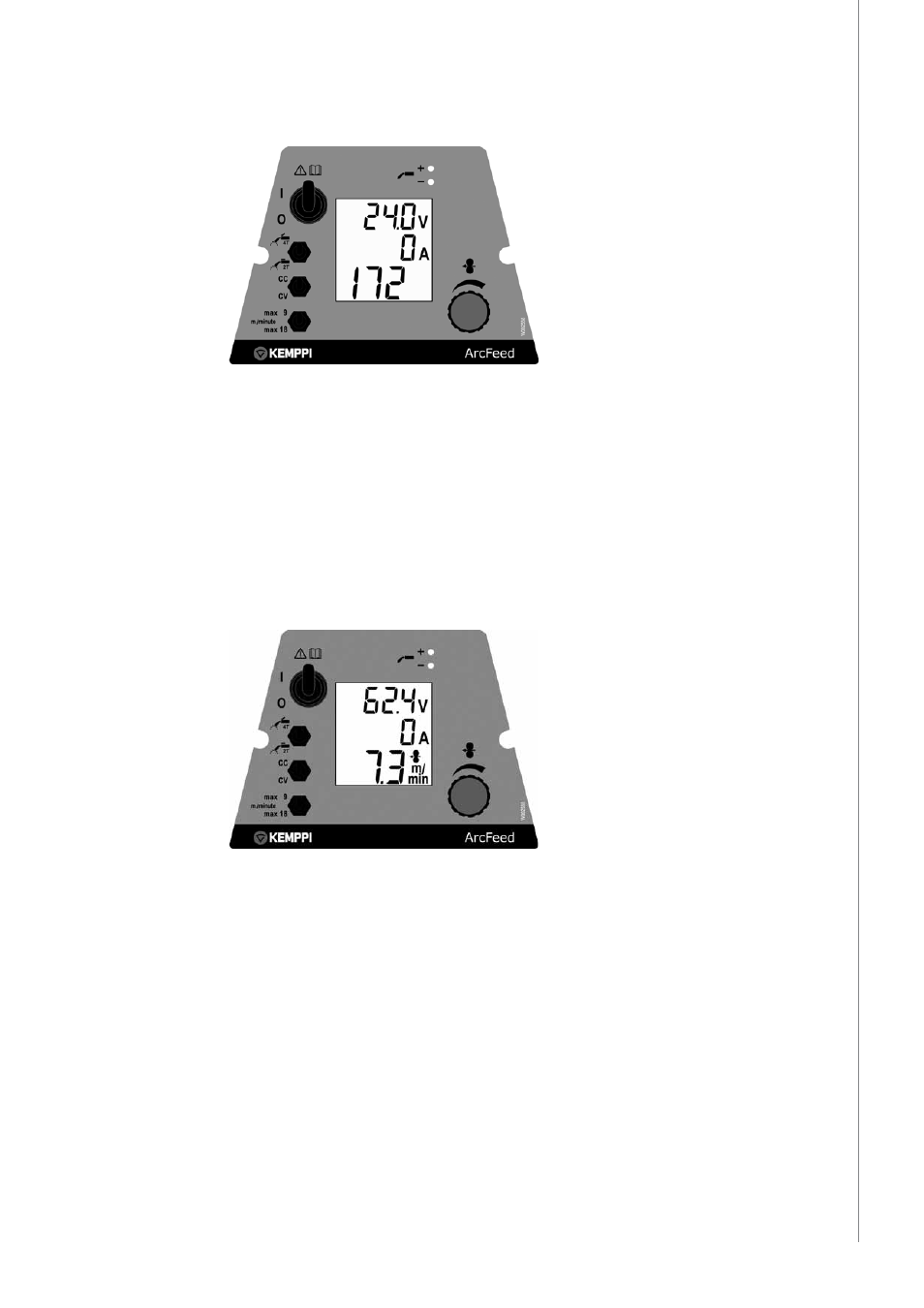
Adjusting the welding values in CC mode:
In CC mode, the display shows the open-circuit voltage and a reference value for welding
current. The reference value is a pre-defined value that has been determined using 1.2 mm
flux-cored wire.
Before starting to weld, use the control knob (5) to set the welding current to match the
welding current of the power source.
NOTE!
When welding in CC mode, the dynamics setting at the power source must be set to its
maximum value. For instructions on how to do it, see the documentation of the power source.
Adjusting the welding values in Cv mode:
In CV mode the display shows the welding voltage and wire feed speed (WFS). The adjustment
range of the wire feed speed depends on the size of the wire drive roll. With the small drive roll
the WFS can be 0–18 m/min, and with the large drive roll it can be 0–25 m/min.
to adjust the welding values in Cv mode, do the following:
1.
Estimate the welding values to be used in the welding task.
2.
At the power source, select the correct values for welding voltage and current, if
available.
3.
Use the control knob of the Kemppi ArcFeed to enter the necessary WFS setting at the
feeder. The value is shown on the display.
4.1.3 selecting the welding gun operating mode
With the switch (2) you can set the MIG welding gun to either two-sequence (2T) or four-
sequence (4T) mode.
11
A
rcF
eed 200, 300, 300P
, 300R
C / © Kemppi O
y / 1117