Cutting speed and feed – Tri Tool 306 Tube Squaring User Manual
Page 15
15
Model 306 Tube Squaring Machine
92-0746 Rev. 130415
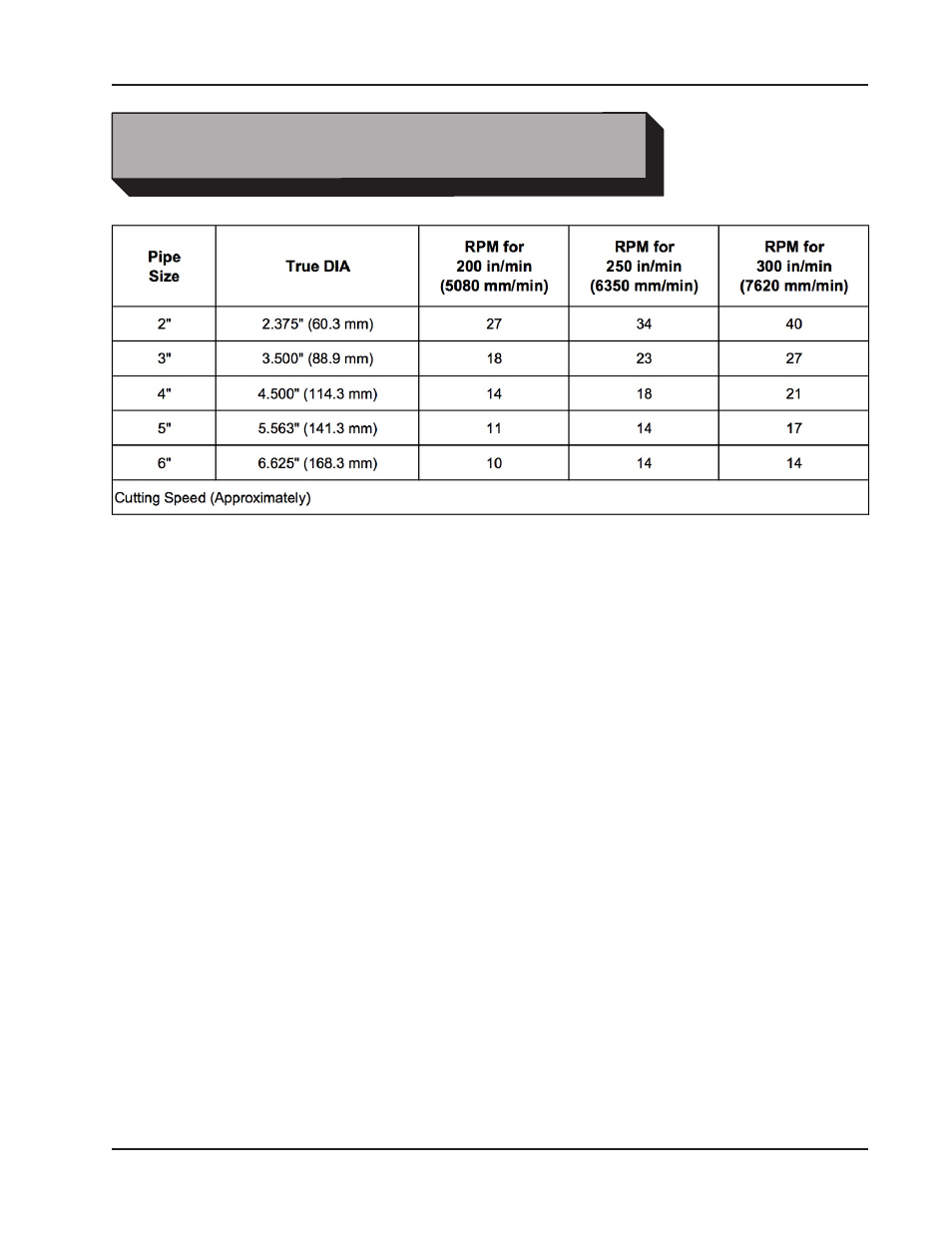
CUTTING SPEED AND FEED
Use 200 surface inches per minute (5080 surface millimeters per minute) for:
Stainless steels in general when no coolant is allowed, all heavy-wall tube
and some chrome/molybdenum steels.
Use 250 surface inches per minute (6350 surface millimeters per minute) for:
Mild steels and some thin-wall stainless steels when coolants are permitted
and applied.
Use 300 surface inches per minute (7620 surface millimeters per minute) for:
Aluminum and some thin-wall mild steel and tube with coolants.
BASIC FEED RECOMMENDATION
Use very light feed for initial beveling or until a continuous cut is established.
This is very important for longer tool bit life when cutting through flame cut or
out of square pipe ends.