7 .......cwo-3332 wire feeder controls, Cwo-3332 wire feeder controls – BUG-O Systems CW-5AX User Manual
Page 7
7
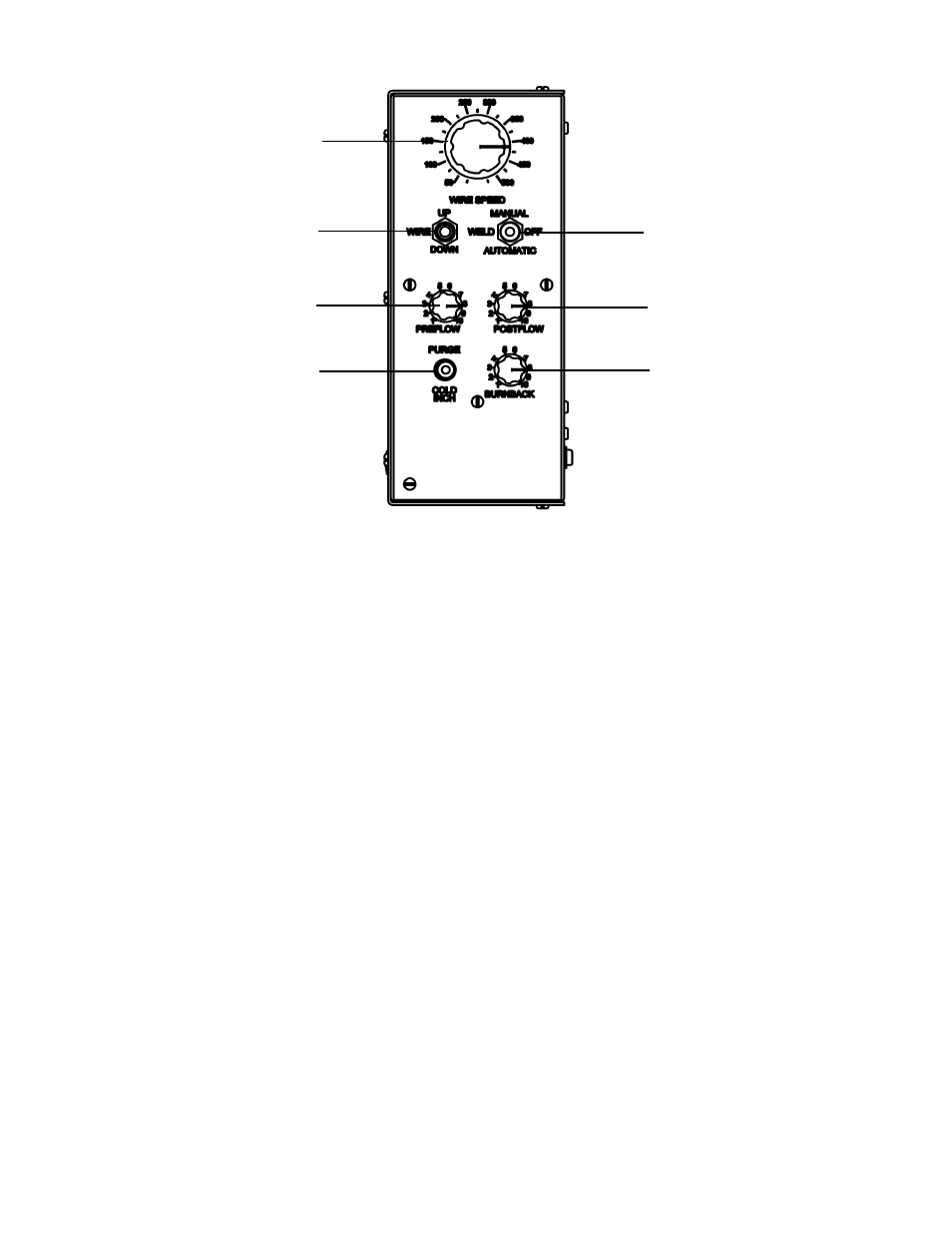
CWO-3332 WIRE FEEDER CONTROLS
WIRE FEED SPEED CONTROL:
This control sets the feed speed of the wire feeder. Turn the knob to the left for slower speeds and to the right for higher
speeds. The control is calibrated. The nameplate shows the wire speed for the given setting of the control.
WIRE DIRECTION:
Controls the direction the wire is being fed through the feeder.
Up to return wire to the spool. Down to feed the wire
to the gun in order to weld.
MANUAL / AUTOMATIC:
The manual position allows the operator to rotate the machine without welding to check the wire placement as well as the
cam setting. The auto side will start the entire weld operation based on the operators settings, including machine rotation.
PREFLOW CONTROL:
This control, provides flow of shielding gas to the work before the arc is established. The gas solenoid valve is energized
immediately when the gun trigger is closed, but the time delay before the wire feeder is energized is adjustable from
0 to 1.5 seconds. Turn the knob to the left for shorter delays and to the right for longer delays.
POSTFLOW CONTROL:
This control provides flow of shielding gas to the work after welding has stopped. Delay for the gas solenoid valve
shutoff is adjustable from .5 to 4.5 seconds. Turn the knob to the left for shorter delays and to the right for longer delays.
PURGE - UP / COLD INCH - DOWN SWITCH:
This control provides control of some wire feeder functions without energizing the welding power source. The momentary
up position energizes the gas solenoid but not the wire feeder or welding power source. The momentary down position
energizes the wire feeder but not the gas solenoid or the welding power source.
BURNBACK CONTROL:
WIRE FEED SPEED
WIRE DIRECTION
PREFLOW
PURGE - UP
COLD INCH - DOWN
MANUAL / AUTOMATIC
POSTFLOW
BURNBACK
This control provides a precise time delay that allows the wire to be burned off at the end of the weld. This is useful for
those applications where higher speed, fine wire feeding is used and there is a tendency for the electrode to overrun
at the end of the weld and cause “sticking” in the crater. The delay is adjustable for optimum burnback depending on
wire size, process, procedure, etc.