Cybex owner’s manual – Cybex 11040 Eagle Leg Press User Manual
Page 9
9
Cybex Owner’s Manual
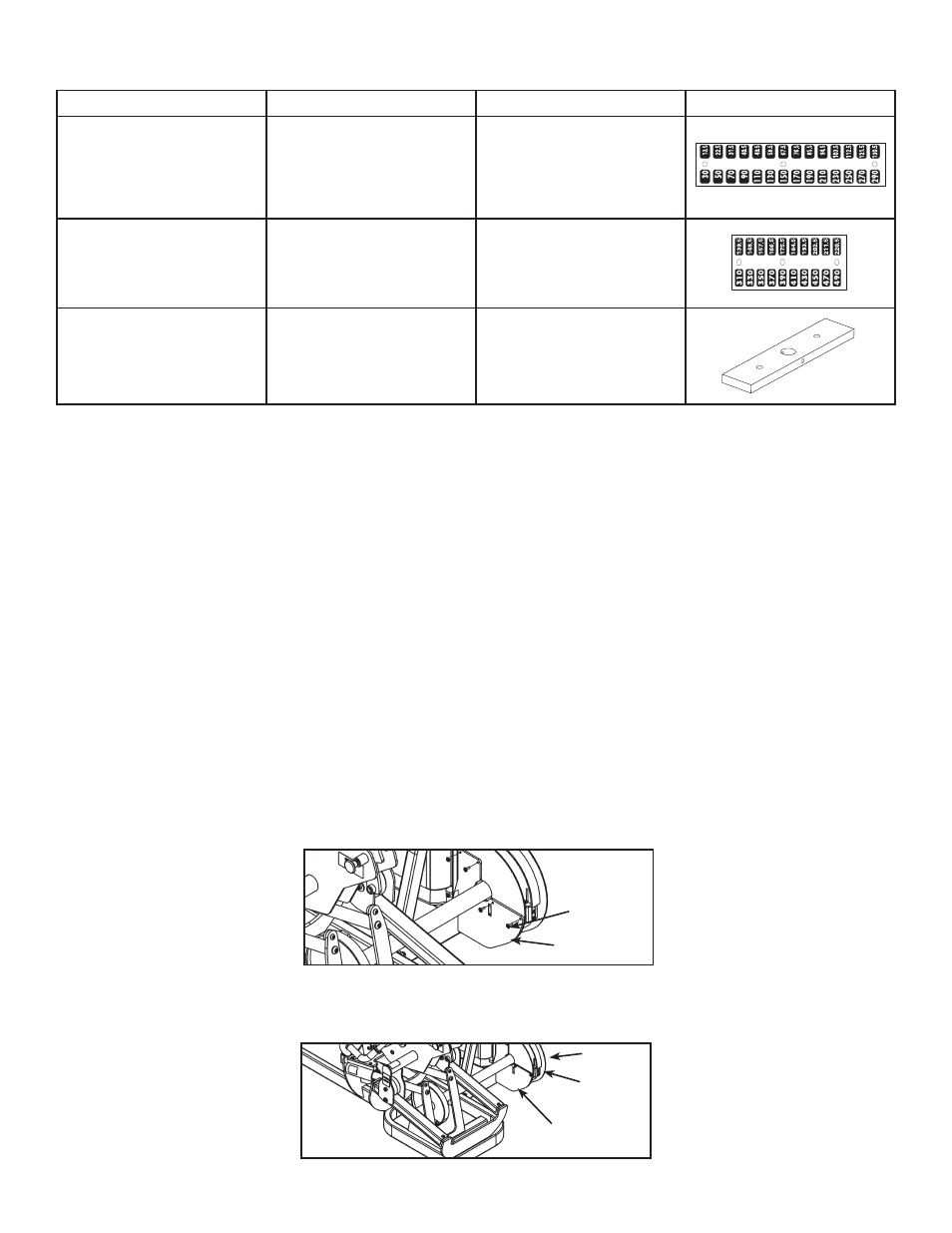
Qty
Part Number
Description
Diagram
1
12000-560
Decal, Weight Plate
(30-290)
125
OWATONNA
MFG. APPR.
TECH. PUBS. APPR.
DATE
DATE
REV.
DWG. NO.
SCALE
SIZE
CHECKED BY
DWG. BY
TITLE:
FINISH:
MATERIAL:
SHEET
OF
EXCEPT AS NOTED
GENERAL
TOLERANCES:
2 DECIMALS ± .03
3 DECIMALS ± .015
ANGLES ± 1°
FEATURES SHOWN
PERPENDICULAR OR
PARALLEL SHALL BE
SO WITHIN ± 1°
REMOVE ALL BURRS
BREAK SHARP EDGES
.005/.010 R
SURFACE FINISH
INDICATED PER
ANSI B46.1-1985
GENERAL
MACHINING
DIMENSIONS
IN INCHES
DATE
DATE
THIS NOTE REFERS TO ALL PLASTIC PARTS
AND ASSEMBLIES CONTAINING PLASTICS.
RAW MATERIAL AND COMPONENTS ON
SUB-ASSEMBLIES AND ASSEMBLIES MUST
COMPLY WITH EUROPEAN DIRECTIVE
RoHS 2002/95/EC.
REMOVE CARBURIZATION
AND SCALE FROM LASER
AND PLASMA CUT EDGES
12000-560
1:1
9/14/05
REL
DECAL, WT PLATE (30 - 290)
B
2 2
9/16/05
BB
NOTES:
1. RIGHT HAND SIDE - 40 POINT HELVETICA BOLD.
HORIZONTAL SCALE 80%.
TRACKING -50.
2. LEFT HAND SIDE - 48 POI NT FUTURA CONDENSED BOLD.
1
12000-561
Decal, Weight Plate
(310-490)
125
OWATONNA
MFG. APPR.
TECH. PUBS. APPR.
DATE
DATE
REV.
DWG. NO.
SCALE
SIZE
CHECKED BY
DWG. BY
TITLE:
FINISH:
MATERIAL:
SHEET
OF
EXCEPT AS NOTED
GENERAL
TOLERANCES:
2 DECIMALS ± .03
3 DECIMALS ± .015
ANGLES ± 1°
FEATURES SHOWN
PERPENDICULAR OR
PARALLEL SHALL BE
SO WITHIN ± 1°
REMOVE ALL BURRS
BREAK SHARP EDGES
.005/.010 R
SURFACE FINISH
INDICATED PER
ANSI B46.1-1985
GENERAL
MACHINING
DIMENSIONS
IN INCHES
DATE
DATE
THIS NOTE REFERS TO ALL PLASTIC PARTS
AND ASSEMBLIES CONTAINING PLASTICS.
RAW MATERIAL AND COMPONENTS ON
SUB-ASSEMBLIES AND ASSEMBLIES MUST
COMPLY WITH EUROPEAN DIRECTIVE
RoHS 2002/95/EC.
REMOVE CARBURIZATION
AND SCALE FROM LASER
AND PLASMA CUT EDGES
12000-561
1:1
9/14/05
REL
DECAL, WT PLATE (310 - 490)
B
2 2
9/16/05
BB
.50
0
.750
1.016
2.032
3.048
4.064
5.080
6.096
7.112
8.128
9.144
1.47
1.69
Ø .406 3 PLCS
3.38
10.75
SPLIT BACKING
HERE
NOTES:
1. RIGHT HAND SIDE - 40 POINT HELVETICA BOLD.
HORIZONTAL SCALE 80%.
TRACKING -50.
2. LEFT HAND SIDE - 48 POI NT FUTURA CONDENSED BOLD.
23
4000C101
Weight Stack Plate
Move to desired location
1. Determine if you can move your machine through the required doorway(s).
2. If the machine fits through the doorway(s), move machine to desired location.
3. Attach rubber feet to each foot of the frame.
4. If weight stacks need to be installed follow procedure for installing weight stacks.
5. If the machine does not fit through the doorway(s) follow doorway procedures below.
Doorway Instructions
1. Remove each (standard) cone-shaped shipping support using a 3/4” socket or wrench.
2. Make a note of the current belt routings and connections. This will assist you in reinstalling
them properly.
3. Cut shipping tie securing top weight.
4. Remove the five Phillips screws securing the shield near the cam and remove shield.
Phil Hex
Washer (5)
Shield
5. Rotate cam and disconnect weight stack belt from cam (by loosening the two set screws
onthe belt clamp with a 7/32” Allen wrench.)
Set
Screws
Cam
Shield