Mig welding dynamics adjustment, Selecting switch of main controls, Display of selected 1-knob mig synergetic program – Kemppi Feed 420R User Manual
Page 14: 1-knob mig synergy panel, Burn back time adjustment
14 – Kempomig Feed 420R, 120R / 0429
©
COPYRIGHT
KEMPPI
OY
1
2
3
4
5 6 7
8
9
H
L
1
3
2
(1) Wire feed speed adjustment by MIG / MAG. Welding power adjustment by synergic 1-knob
MIG.
(2) Welding voltage adjustment by MIG/MAG. Arc length adjustment by synergic 1-knob MIG.
(3) Wire feed speed in m/min, plate thickness display in mm. Note! you can select the plate
thickness display only by synergic 1-knob MIG.
With the selecting switch (4) is selected which variable is visible in the display. The plate
thickness display is an informative thickness display for welding plates when making horizontal
vertical fi llet welds.
(5) Set value display for welding voltage by MIG and 1-knob MIG, V.
This display is also used as display for MIG welding dynamics, -9...0...9.
3.4.
MIG WELDING DYNAMICS ADJUSTMENT
With MIG welding dynamics adjustment, you can infl uence welding stability
and spatter amount. Zero setting is recommended basic setting. Values –>
min (-1...-9), softer arc for reduced spatter amount. Values –> max (1...9),
harder arc for increased stability and when 100 % CO
2
shielding gas is used
in welding of steel.
3.5.
SELECTING SWITCH OF MAIN CONTROLS
Remote control, basic controls are made from robotic control unit.
Local control, basic controls are made from potentiometers of the panel.
3.6.
DISPLAY OF SELECTED 1-KNOB MIG SYNERGETIC
PROGRAM
The display shows number for 1-knob MIG program which has been
selected with selecting switches on the synergy panel. If on display is visible
´– –´, you have not selected any 1-knob MIG program. Then welding is
prevented. By normal MIG / MAG welding the display is black.
3.7.
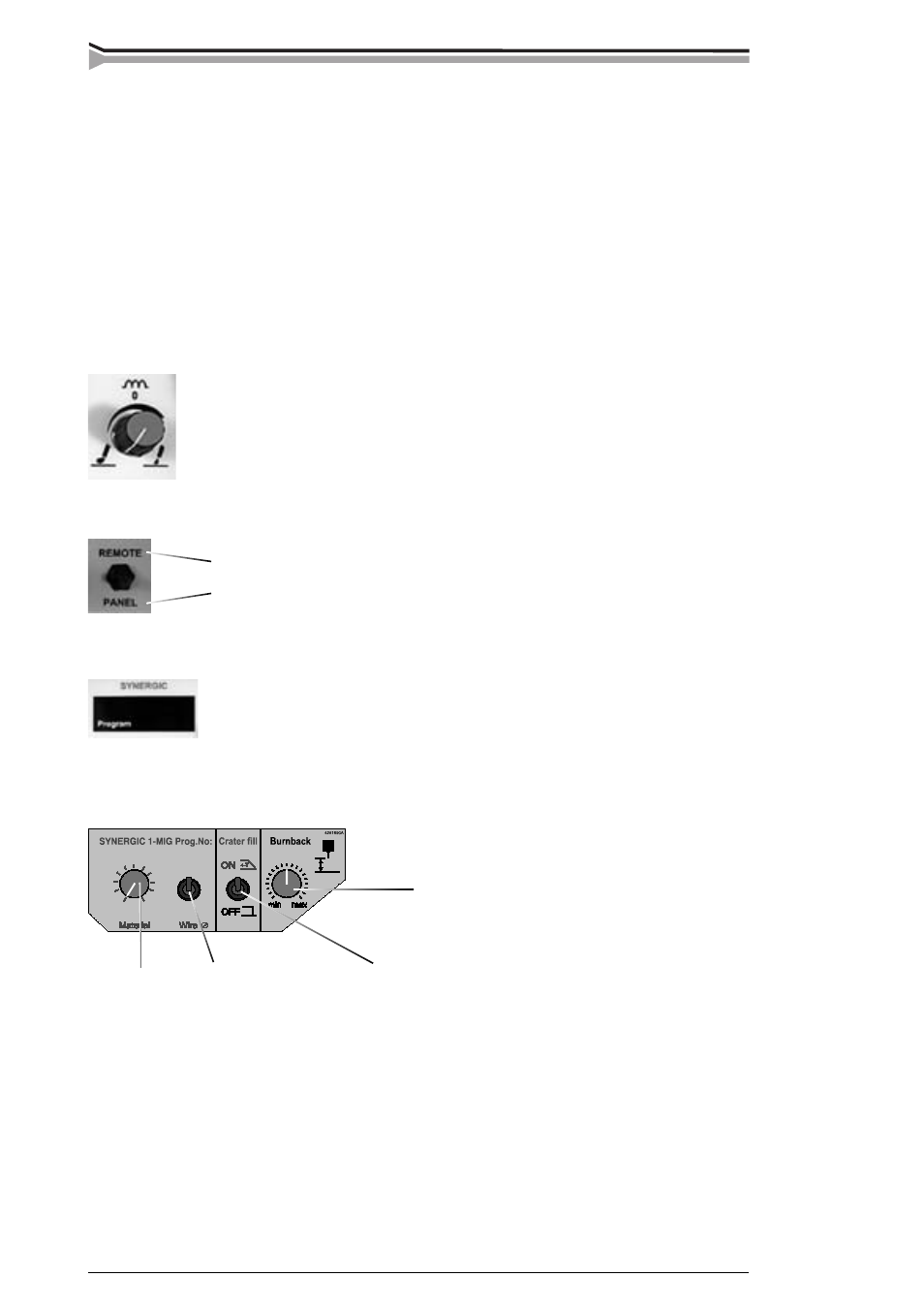
1-KNOB MIG SYNERGY PANEL
Burn back time adjustment
Material
choice switch
Wire diameter
choice switch
Selecting switch for
crater fi lling
1-MIG synergy panel is in the reel cabinet. On the MIG synergy panel there are selecting
switches for 1-knob MIG synergetic curve, selecting switch for 1-knob MIG crater fi lling as
well as potentiometer for burn back time adjustment.
3.8.
BURN BACK TIME ADJUSTMENT
Burn back time is adjusted steplessly. The value for burn back time is selected according to
material in question so that the fi ller wire will not stick on the weld piece at the weld end, and
also that there will not become too big a ”ball” at the wire tip. The burn back time is changed
automatically as correct according to changes of the wire feed speed.