Introduction – HEIDENHAIN TNC 320 (77185x-01) User Manual
Page 443
Compensating workpiece misalignment with 3-D touch probe
13.7
13
TNC 320 | User's Manual
HEIDENHAIN Conversational Programming | 3/2014
443
13.7
Compensating workpiece
misalignment with 3-D touch probe
Introduction
HEIDENHAIN only gives warranty for the function of
the probing cycles if HEIDENHAIN touch probes are
used.
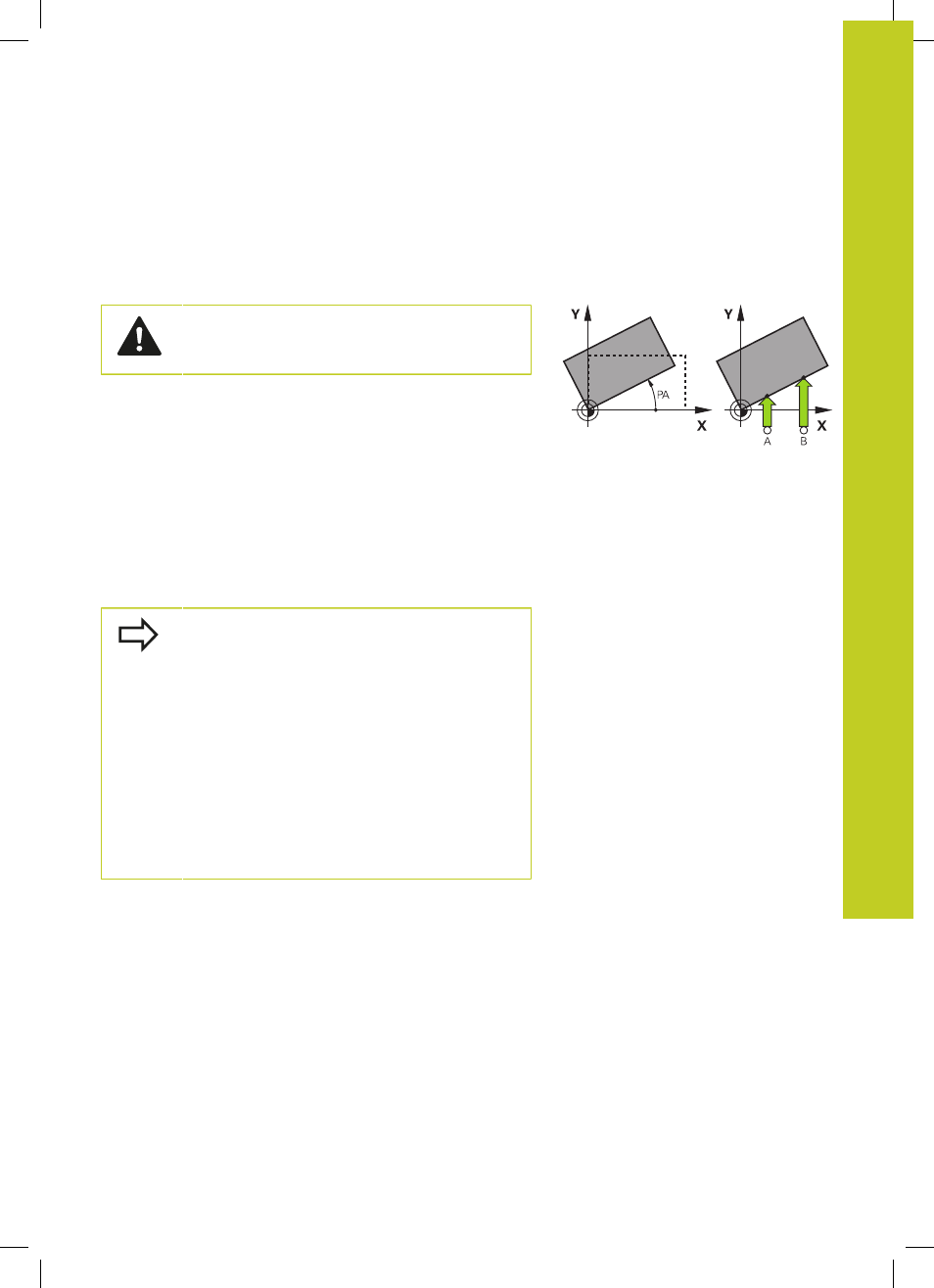
The TNC electronically compensates workpiece misalignment by
computing a "basic rotation."
For this purpose, the TNC sets the rotation angle to the desired
angle with respect to the reference axis in the working plane. See
figure at right.
The TNC saves the basic rotation, depending on the tool axis, in the
columns SPA, SPB or SPC of the preset table.
To identify the basic rotation, probe two points on the side of the
workpiece. The sequence in which you probe the points influences
the calculated angle. The measured angle goes from the first to the
second probing point. You can also identify the basic rotation by
holes or studs.
Select the probe direction perpendicular to the
angle reference axis when measuring workpiece
misalignment.
To ensure that the basic rotation is calculated
correctly during program run, program both
coordinates of the working plane in the first
positioning block.
You can also use a basic rotation in conjunction with
the PLANE function. In this case, first activate the
basic rotation and then the PLANE function.
You can also activate a basic rotation without probing
a workpiece. For this purpose enter a value in the
basic rotation menu and press the
Set basic rotation
soft key.