HEIDENHAIN TNC 410 ISO Programming User Manual
Page 59
HEIDENHAIN TNC 410, TNC 426, TNC 430
33
3.1 Pr
og
ra
m
m
ing a
nd E
x
ec
utin
g Sim
p
le
Ma
c
h
inin
g O
p
e
ration
s
Example 1
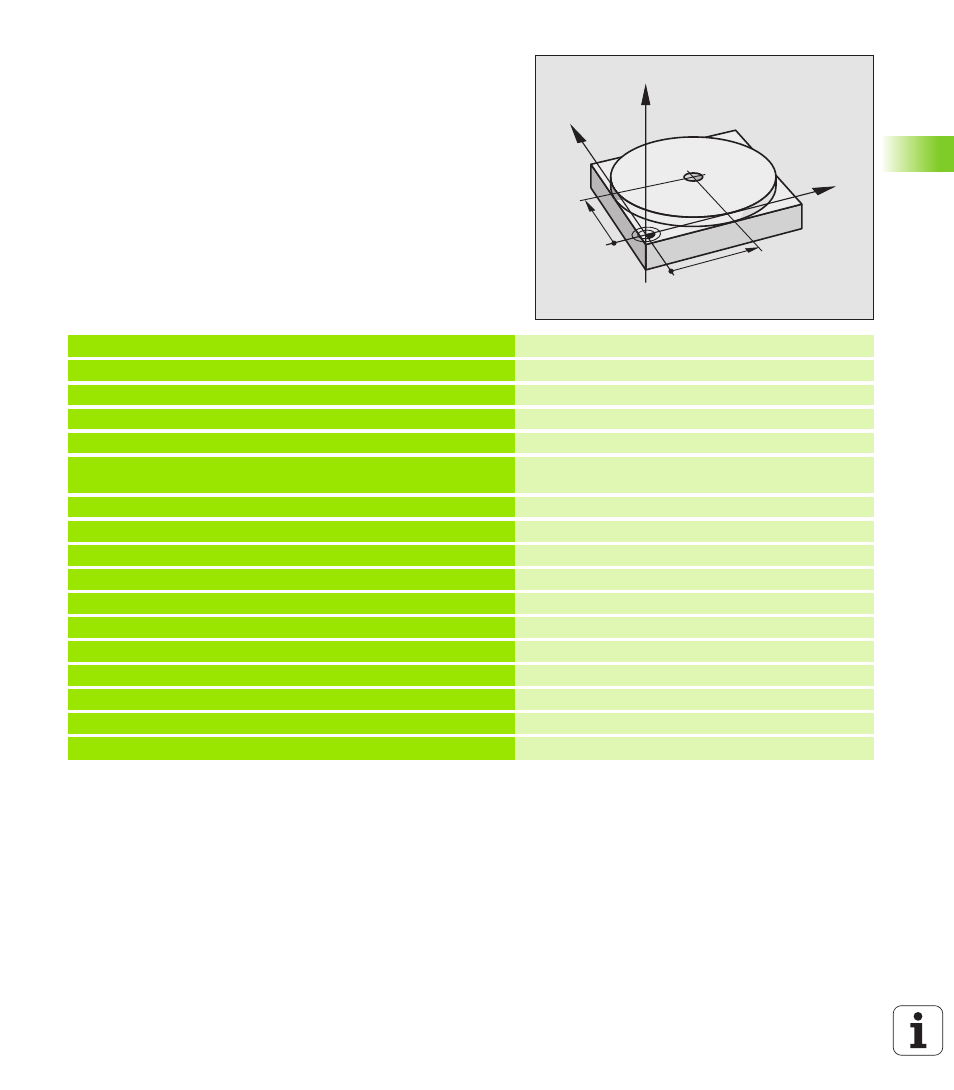
A hole with a depth of 20 mm is to be drilled into a single workpiece.
After clamping and aligning the workpiece and setting the datum, you
can program and execute the drilling operation in a few lines.
First you pre-position the tool with straight-line blocks to the hole
center coordinates at a setup clearance of 5 mm above the workpiece
surface. Then drill the hole with Cycle G83 Pecking.
For details on the straight-line function G00 (see “Straight line at rapid
traverse G00 Straight line with feed rate G01 F. . .” on page 127), for
Cycle G83 PECKING (see “PECKING (Cycle G83)” on page 185).
Y
X
Z
50
50
%$MDI G71 *
N10 G99 T1 L+0 R+5 *
Define tool: zero tool, radius 5
N20 T1 G17 S2000 *
Call tool: tool axis Z
Spindle speed 2000 rpm
N30 G00 G40 G90 Z+200 *
Retract tool (rapid traverse)
N40 X+50 Y+50 M3 *
Move the tool at rapid traverse to a position above
the hole
Spindle on
N50 G01 Z+2 F2000 *
Position tool to 2 mm above hole
N60 G83
Define Cycle G83 PECKING:
P01 +2
Set-up clearance of the tool above the hole
P02 -20
Total hole depth (Algebraic sign=working direction)
P03 +10
Depth of each infeed before retraction
P04 0.5
Dwell time in seconds at the hole bottom
P05 250 *
Feed rate for pecking
N70 G79 *
Call Cycle G83 PECKING
N80 G00 G40 Z+200 M2 *
Retract the tool
N99999 %$MDI G71 *
End of program