Floor finishing (cycle g123), G123 floor finishing (optional), 7 sl cy cles g roup ii – HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 345
Advertising
HEIDENHAIN iTNC 530
345
8
.7 SL Cy
cles G
roup II
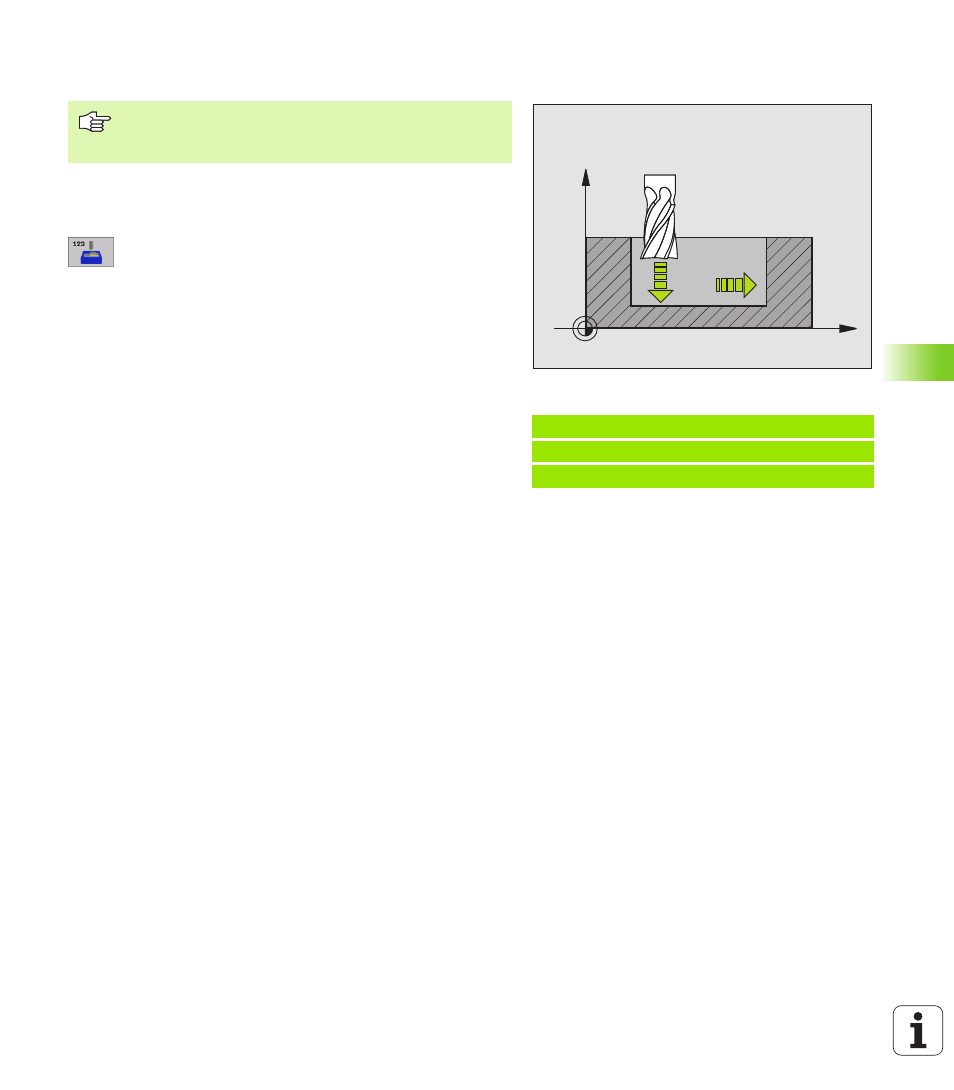
FLOOR FINISHING (Cycle G123)
The tool approaches the machining plane smoothly (in a vertically
tangential arc). The tool then clears the finishing allowance remaining
from rough-out.
U
U
U
U
Feed rate for plunging
Q11: Traversing speed of the
tool during penetration.
U
U
U
U
Feed rate for milling
Q12: Traversing speed for
milling.
Example: NC block
N60 G123 FLOOR FINISHING
Q11=100
;FEED RATE FOR PLNGNG
Q12=350
;FEED RATE FOR MILLING
X
Z
Q11
Q12
The TNC automatically calculates the starting point for
finishing. The starting point depends on the available
space in the pocket.
Advertising