HEIDENHAIN iTNC 530 (340 422) ISO programming User Manual
Page 367
HEIDENHAIN iTNC 530
367
8.8 SL Cy
cles with
Con
tou
r F
o
rm
ula
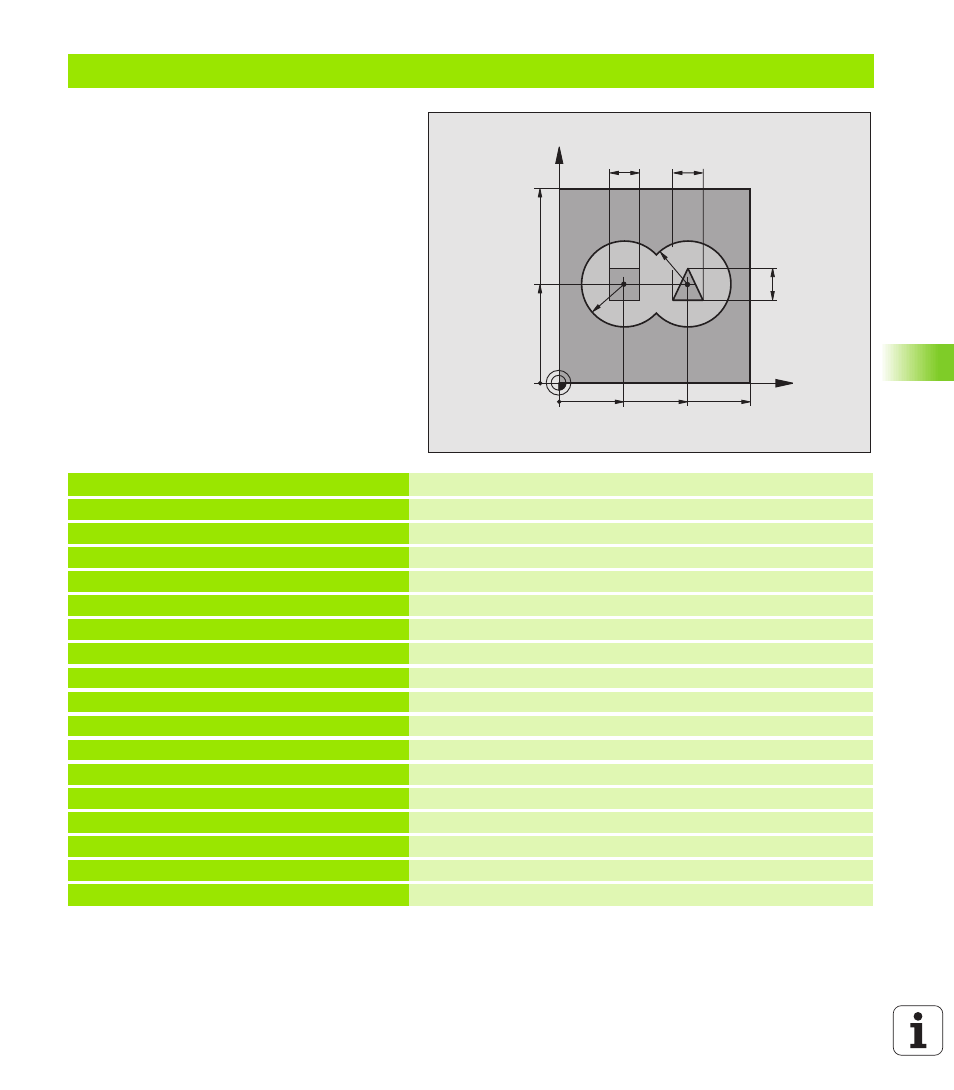
Example: Roughing and finishing superimposed contours with the contour formula
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Define the workpiece blank
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2.5 *
Tool definition of roughing cutter
N40 G99 T2 L+0 R+3 *
Tool definition of finishing cutter
N50 T1 G17 S2500 *
Tool call of roughing cutter
N60 G00 G40 G90 Z+250 *
Retract the tool
N70 %:CNT: “MODEL“ *
Specify contour definition program
N80 G120 CONTOUR DATA
Define general machining parameters
Q1=-20
;MILLING DEPTH
Q2=1
;TOOL PATH OVERLAP
Q3=+0.5
;ALLOWANCE FOR SIDE
Q4=+0.5
;ALLOWANCE FOR FLOOR
Q5=+0
;SURFACE COORDINATE
Q6=2
;SET-UP CLEARANCE
Q7=+100
;CLEARANCE HEIGHT
Q8=0.1
;ROUNDING RADIUS
Q9=-1
;DIRECTION OF ROTATION
X
Y
35
50
100
100
16
16
R25
65
16
R25