Fig. 2 fig. 3 fig. 4, Fig. 5, Setting up to weld – Sealey SR122 User Manual
Page 3: Operating instructions
5. settING Up to weld
wArNING! ensure that you read and understand the safety
instructions in section 1.
Before carrying out any spot welding operations, the following series of
checks and controls must be carried out with the welder disconnected
from the power supply.
5.1
setting up and adjusting the arms.( refer to fig.2) Obtain
samples of the sheet metal to be welded and place a double
thickness of the sheet onto the lower electrode. Depress the
welding lever until the upper electrode makes contact with the
upper face of the sheet metal. At this point the axis of the
electrodes should be aligned in both planes. Make any
necessary adjustments by loosening the arm locking screws at
(A) and sliding the arms in or out of their clamps until the
electrodes are aligned when viewed from the side. Before
tightening the clamps again view the electrodes from the front
and if necessary rotate the arms in their clamps until the
electrodes are aligned.
(see A1).When satisfied with the
alignment retighten the screws.
5.2
setting up and adjusting the electrodes.( refer to fig.2) To adjust the
electrodes correctly the handle should be locked in a special position
approxmately halfway through its travel. To do this insert the M6 socket cap
bolt provided
(3) into the threaded hole indicated at (1). Turn the bolt
clockwise with your fingers until it stops against the handle and then unscrew
it 1/4 turn. Depress the handle through approximately half its travel and then
turn the screw clockwise again by another 2 or 3 turns so that it enters the
locking notch. You may have to adjust the position of the handle slightly up or
down to get the bolt to align with the notch. Loosen the clamp bolt at
(B) on
the
lower arm and adjust the electrode up or down to the desired position
and tighten up securely again. Loosen the clamp bolt at
(B) on the upper
arm and allow the electrode to slide downwards to rest on the lower
electrode. Slide two sample thicknesses of the sheet metal to be welded
between the electrode tips allowing the upper electrode to rise and retighten
the upper electrode clamp bolt. Remove the locking bolt.
5.3
Adjusting the pressure exerted by the electrodes.( refer to figs.3 & 4)
The pressure exerted by the electrodes onto the workpiece can be adjusted
by altering the spring pressure adjuster underneath and within the handle
using the 6mm Hex key provided.(
fig.3-1).To increase the pressure turn the
adjuster clockwise. To decrease the pressure turn the adjuster anticlockwise.
On the top face of the handle there is a graduated indicator which shows the
pressure exerted using the standard 120mm arms. Refer to
fig.4 to see the
values allocated to the graduations. Refer to the chart below to see how the
pressure decreases when longer welding arms are used.
Once the electrodes make contact with the sheet metal the downward
movement of the handle firstly clamps the workpiece and then makes contact
with a microswitch to turn on the current. If the pressure that you have set
begins to limit the action of the handle you must decrease the setting to allow
the handle to travel down to activate the microswitch.
fig. 2
fig. 3
fig. 4
ArM leNGtH
120
250
350
500
1200 / 122.3
770 / 78.5
470 / 47.9
280 / 28.5
1000 / 101.9
550 / 56.0
380 / 38.7
250 / 25.5
800 / 81.5
430 / 43.8
330 / 33.6
180 / 18.3
600 / 61.2
320 / 32.6
230 / 23.4
400 / 40.8
230 / 23.4
ForCe / pressUre eXerted oN worKpIeCe (NewtoNs / KIloGrAMs)
6. operAtING INstrUCtIoNs
4.7
An eyebolt and spacer can be ordered ( Part No. 120/232113 ) to enable the unit to be suspended for use on a production line etc.
The eyebolt must not be fitted without the spacer. See fig.3-2.
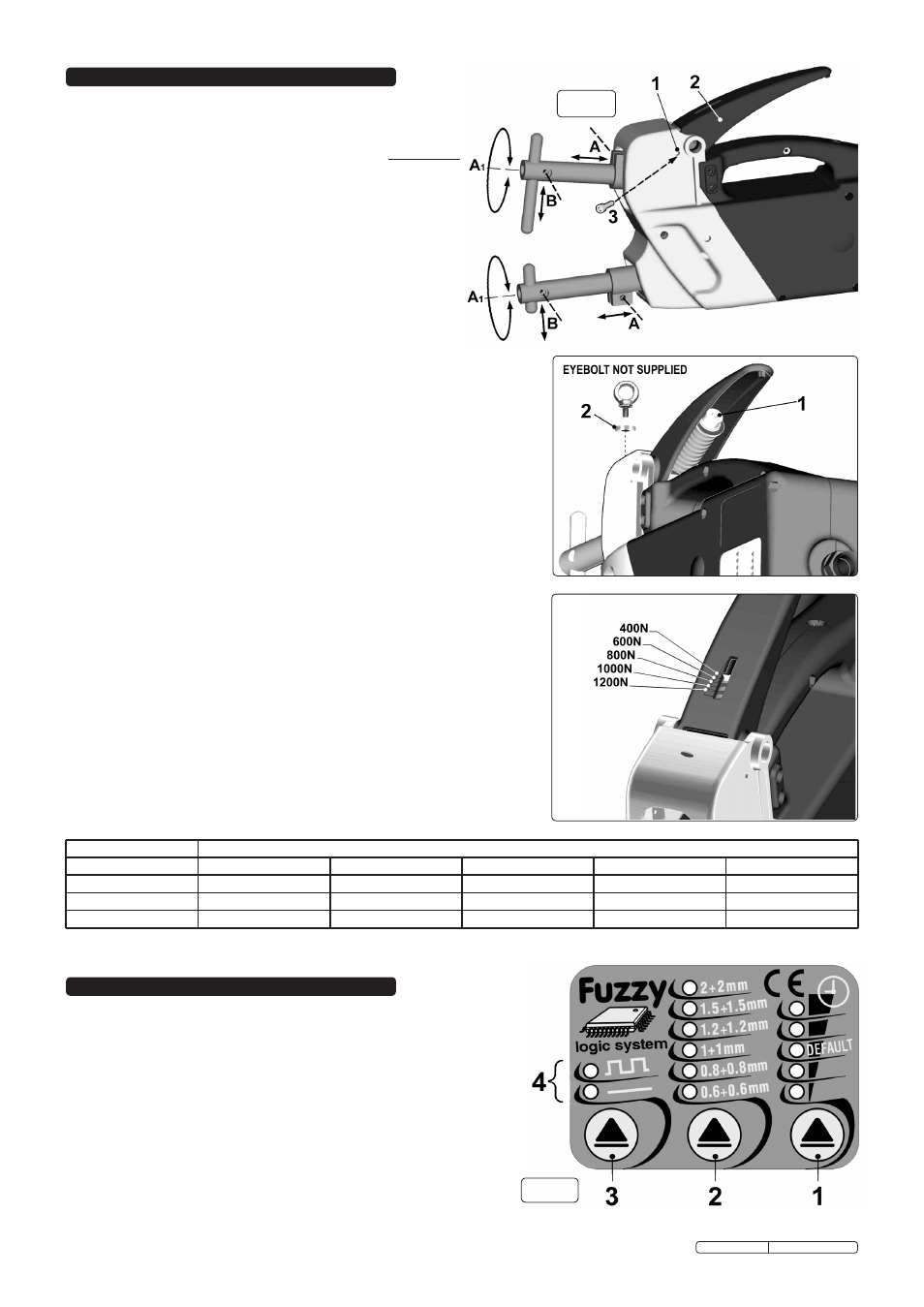
6.1
spot welding with sr123 ( digital timer ). Use the control panel on the
side of the unit to set the main parameters for welding.
(see fig.5, right)
1) weldING tIMe .Use button (1) to increase or decrease the welding
time in relation to the factory default setting.
2) weldING tHICKNess. Use button (2) to select the thickness of
sheet metal to be welded.
3) weldING Mode Use button (3) to select the welding mode.
Normal spot welding. The lower LED adjacent to the straight line
symbol selects the normal continuous spot welding mode.
pulse spot welding. The upper LED selects a pulsating welding
current which improves welding capacity on sheets with high yield
points or on sheets with special protective films. The pulsation period
is set automatically and does not require adjustment.
fig. 5
Original Language Version
SR122, SR123 Issue: 3 - 09/03/10