BUG-O Systems Flame Cutting User Manual
Page 25
25
c. The tip of the torch should be no less than 5/
8'' (16mm) from the surface.
d. As soon as the surface area starts to form a
molten puddle from the preheat flame, the
cutting oxygen valve is opened and the torch
raised to 1-1/2 to 2'' (38 to 50mm) above the
surface to prevent the molten metal from
clogging the cutting nozzle or tip.
e. CAUTION: The torch holder should be firm
without play, so that the torch will not vibrate
during the raising motion.
f.
As soon as the material is pierced, lower torch
to cutting position (3/8'' to ½'' 10mm-13mm)
and start carriage travel.
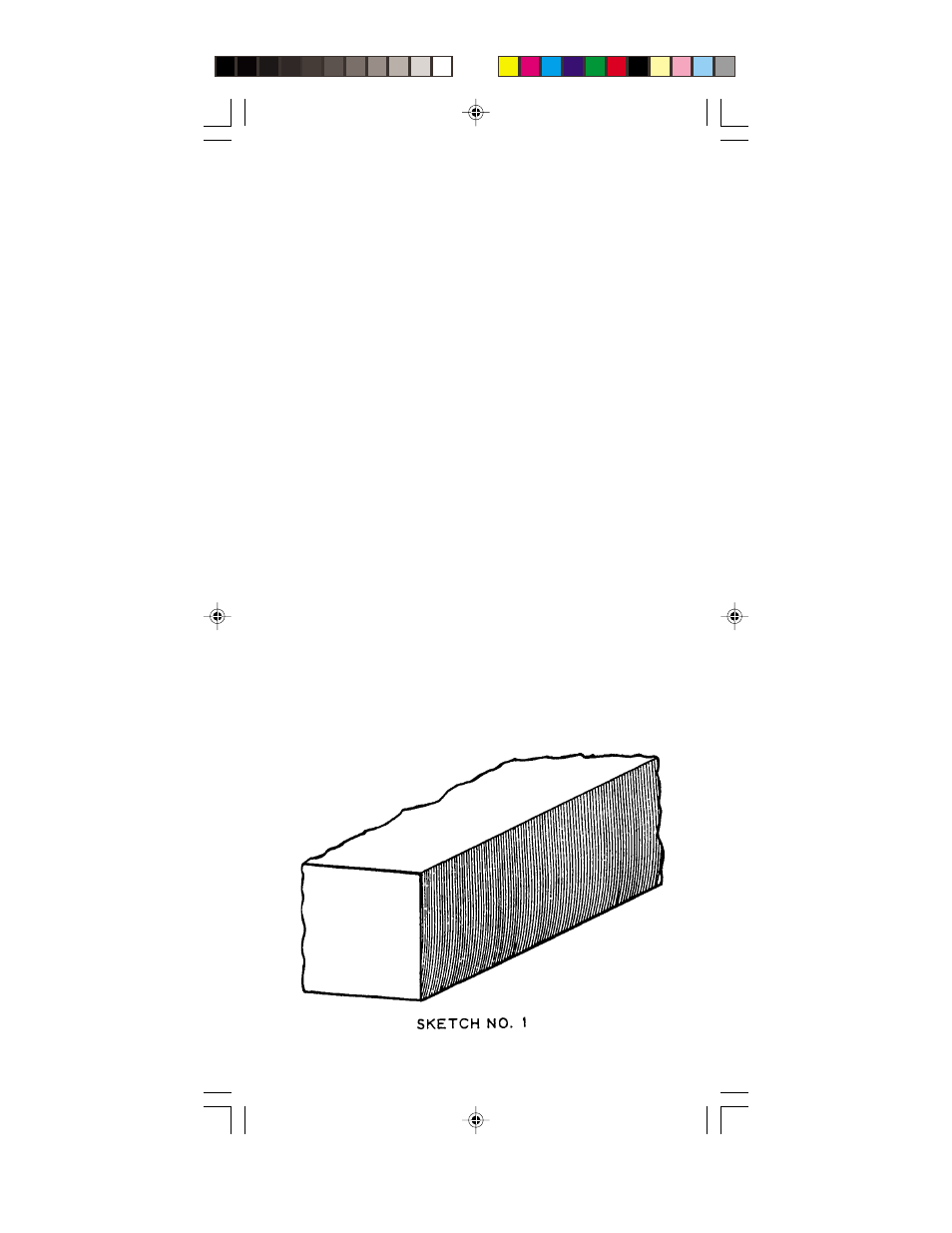
E. OBSERVE THE CUT BEING MADE
In this series for sketches, a correct cut as
well as undesirable cuts and their causes are
illustrated.
1. This sketch shows the result of using correct
cutting techniques. The face of the cut is flat
and regular, and the draglines are smooth,
uniform and practically vertical. This is an
excellent surface which can be welded without
machining.
Flame Cutting Handbook.p65
5/9/2007, 8:06 AM
25