Seats and seat finishing – Flowserve V-376 R4 Edward Valves User Manual
Page 5
6
Flow Control Division
Edward V
alves
Seats
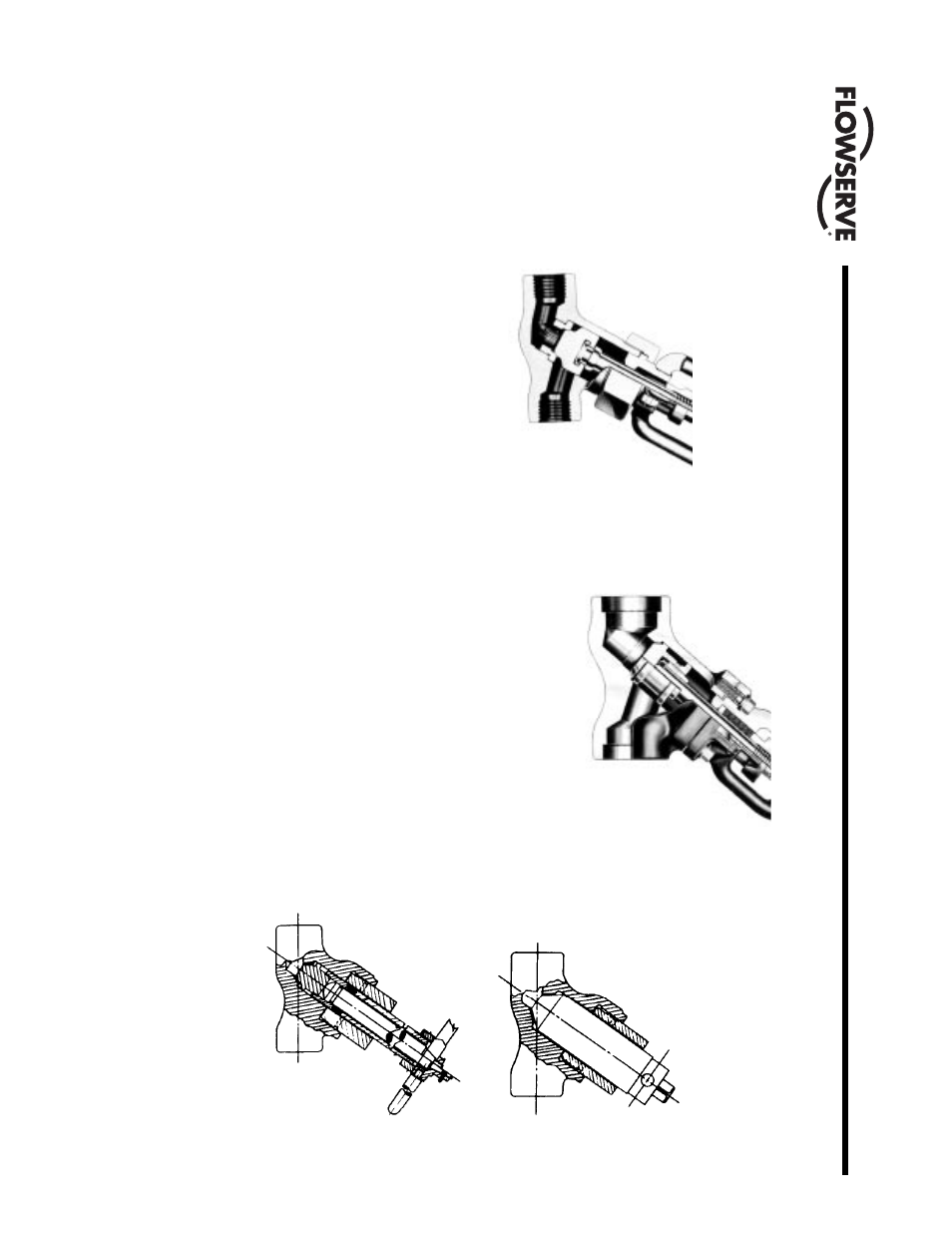
Edward valve seats are of two types:
screwed-in (with “O”- Ring Seal) or integral
with the valve body
.
Screwed-in seats can best be repaired, if
more than lightly damaged, by removal
from the valve. If screwed-in seats are
badly damaged, it may be more economi-
cal to replace them with new seats;
however
, if they are repairable, they may
be remachined on a lathe. The par
t should
be accurately centered in the lathe before
machining. Seats can be cut with high-
speed tool bits. Stellite-faced seats must be
machined with tungsten-carbide tools or by
grinding. In replacing a screwed-in seat in
the valve body
, care should be taken that
the face on the body against which the
seat shoulder rests is clean and true to pro-
vide a tight seal. New “O”- Rings should
always be used. Sur
faces should be blued
and checked for contact all the way
around when replacing a seat. Care
should be taken that reworking does not
throw the sealing face between body and
seat out of line with the seat threads.
Integral Seat
Integral valve seating sur
faces cannot be
removed for repair
. Once the valve has
been disassembled and thoroughly
cleaned, deter
mine the best procedure
based on the extent of damage. Lightly
damaged seats may simply be repaired by
lapping with the valve disk assembly
.
Heavier damage may require the use of
special lapping tools or removal of the
valve body from the line for remachining.
These valves should then be finish-lapped
using the valve disk assembly (see below).
Seat refinishing tools are also available for
integral Stellite seat valves. Consult your
Edward V
alves representative.
Complete instructions for the repair and fin-
ishing of integral Stellite valve seats are
contained in “Univalve Operation and
Maintenance Manual” V
-370.
Seat Finishing
After properly installing seats in valve
bodies or reworking integral seat valves, the
seat and disk should be lapped together
. T
o
preclude galling, caution should be t
aken
not to apply too much pressure in lapping
seats and disks. Lapping should be done
with a light load, lifting the disk frequently
to a new position and cleaning the lapping
faces as required. See below:
Lapping with Lap or Abrasive Disk
Lapping with V
alve Disk Assembly
The effectiveness of valve seat lapping can
best be judged by blueing the disk and
rotating it lightly in the seat. A full contact
should be obtained around the circum-
ference of the seat. A valve that shows
this full contact should be pressure tight
after assembly when proper stem load
is applied.
Seats and Seat Finishing