Kammer control valves – Flowserve 035 300 Series User Manual
Page 7
7
Flow Control Division
Kammer Control Valves
11.00
4
DISASSEMBLE AND ASSEMBLE VALVE
4.1
Disassemble Valve
(see Fig. 2)
IMPORTANT: As poisonous or hazardous materials
may be present, the system must be depressurized
and all processing materials must be drained. If
necessary, decontaminate the valve. Keep hands,
hair, clothing, etc. away from all moving parts. Wear
face and eye protection. Failure to do so can lead
to serious injury.
4.1.1
Carefully loosen test connection and check whether
medium has collected in the bellows seal bonnet
(defective bellows).
4.1.2
Remove bolts/nuts from bellows seal bonnet and
remove bellows seal bonnet.
Note: Due to the friction coefficient of the packing,
the bellows usually also comes out when the bonnet
is removed. In this case, hold the bellows to ensure
that it does not drop and be damaged.
4.1.3
If the bellows remains in the seal housing, the bellows
can be carefully levered out using two screwdrivers
inserted in the outer groove of the bellows upper part.
4.1.4
Without stretching the bellows, remove the plug/
bellows assembly from the bonnet and remove
carefully and upright out of the extension. Do not
lose anti-rotation pin. Using a drift, press guides,
packing and packing follower from below (the drift
must have a slightly larger diameter than the plug
stem).
4.1.5
With soft seat version, loosen plug tip with
appropriate tool and remove soft seat gasket.
IMPORTANT: When the tip of the plug is loosened,
medium residue may be released, which has
diffused through the gasket.
4.1.6
Remove bellows seal extension bolts/nuts and
remove extension..
4.1.7
Unscrew seat ring with seat ring tool.
4.1.8
Check seal faces of seat ring and plug for damage.
Gasket surfaces must be clean and free of damage.
IMPORTANT: To prevent damage to the seat, plug
or plug stem, follow the above instructions
precisely.
4.1.9
If a seating surface needs re-machining , seat and
plug seating surfaces must be reworked. The seat
angle on the plug is 30
°
, on the seat ring 25
°
. If the
valve is correctly assembled, lapping is not required.
IMPORTANT: When re-machining the plug, protect
plug stem and bellows from damage and support
upper part of bellows towards plug stem. The seat
surface must be concentric to the plug stem. When
re-machining the seat, the seat surface must be
concentric to the seat outer diameter.
4.2
Assemble Valve
(see Fig. 2)
4.2.1
All worn or damaged parts must be replaced. Reusable
parts must be clean. Expendable parts such as
gaskets, packing and O-rings should always be
replaced.
4.2.2
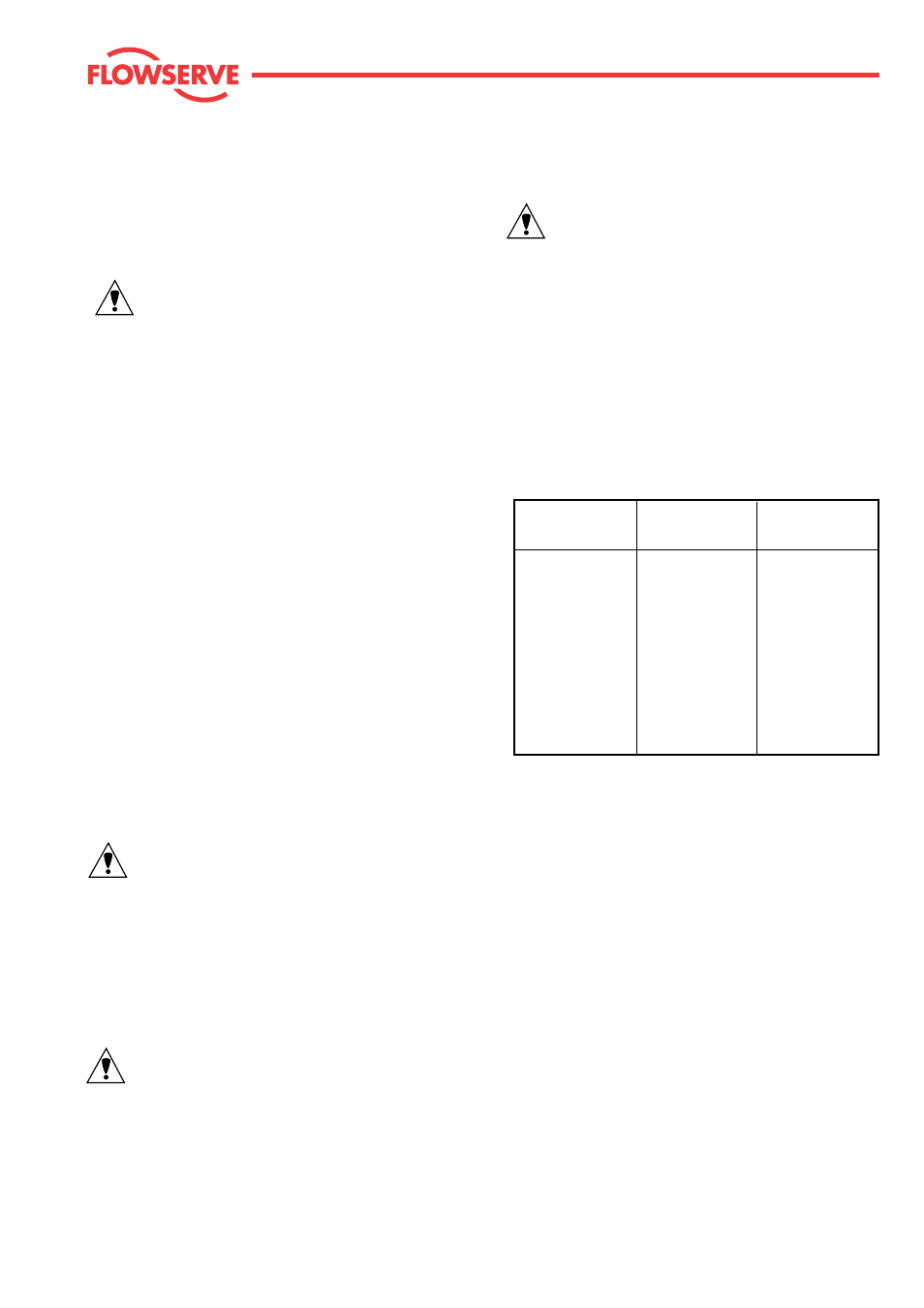
Insert seat ring and tighten. For torques, see following
table.
4.2.3
With soft seat, using a new soft seat gasket, screw
plug tip back on.
4.2.4
Insert new gasket for bellows seal extension.
4.2.5
Position bellows seal extension slowly and upright
into the bonnet and tighten retaining screws/nuts
alternating crosswise.
4.2.6
Insert lower bellows gasket.
4.2.7
Carefully insert plug/bellows assembly in bellows seal
extension and install anti-rotation pin.
4.2.8
Insert upper bellows gasket in bellows seal bonnet.
4.2.9
Position bellows seal bonnet (test connection
forwards) and uniformly tighten screws/nuts hand-
tight, alternating crosswise.
Size
Body
Torque
material
DN 15/25 (
1
/
2
/1")
1.4581
cast
125 Nm
1.4571
forged
125 Nm
DN 40/50 (1
1
/
2
/2")
1.4581
200 Nm
1.4571
250 Nm
DN 80 (3")
1.4581
230 Nm
1.4571
270 Nm
DN 100 (4")
1.4581
400 Nm
1.4571
500 Nm
DN 150 (6")
1.4581
450 Nm
1.4571
600 Nm