Icp thread" unit, 8 units—thr eads – HEIDENHAIN SW 54843x-03 DIN Programming User Manual
Page 128
128
smart.Turn units
2.8 Units—Thr
eads
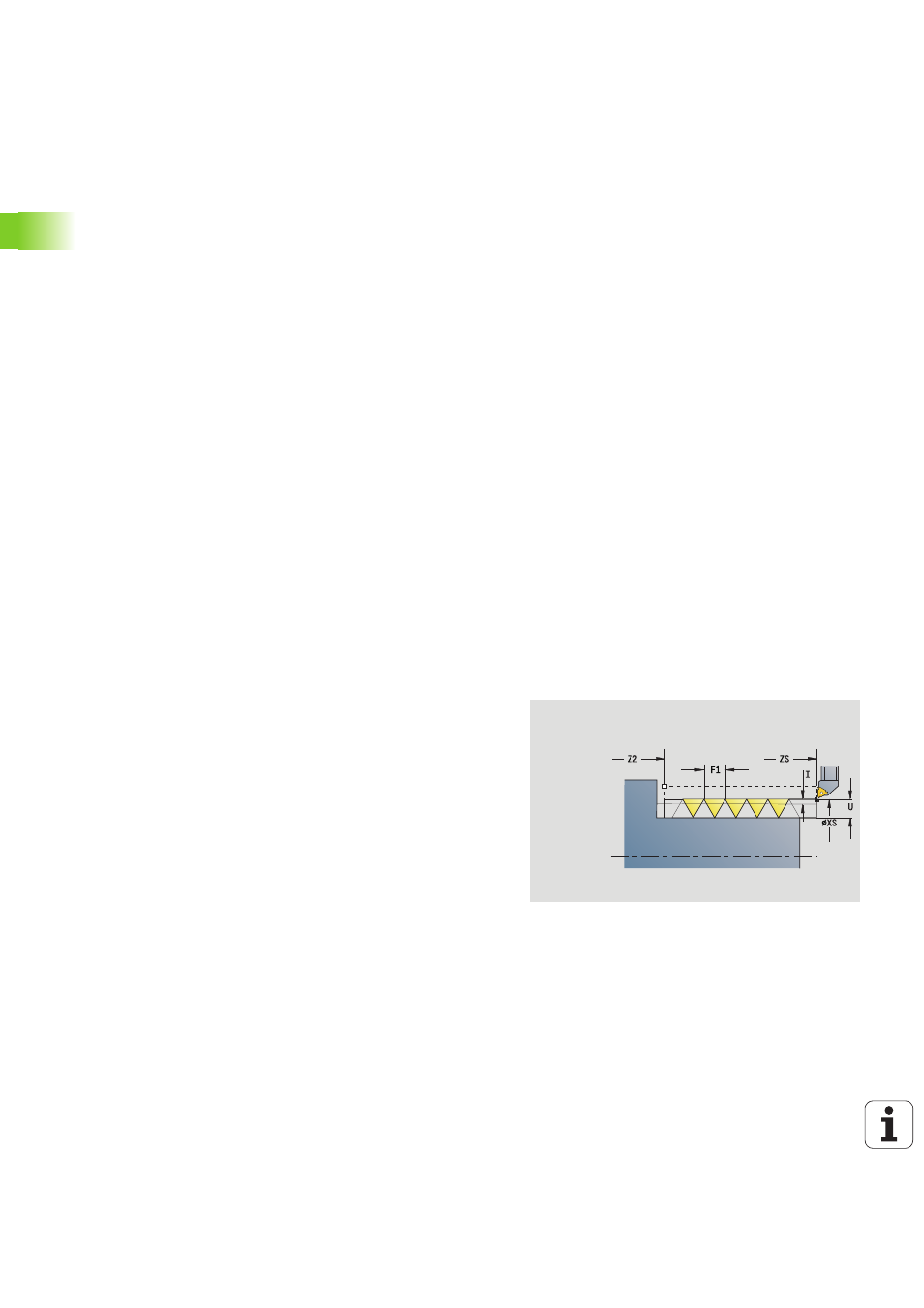
"ICP thread" unit
The unit cuts a single or multi-start internal or external thread in
longitudinal or transverse direction. The contour on which the thread
is cut is defined with ICP.
Unit name: G31_ICP / Cycle: G31 (see page 303)
Cycle form
H
Kind of displacement (type of offset; offset between the
individual infeeds in cutting direction)
0: Without offset
1: From left
2: From right
3: Alternately left/right
V
Type of infeed (for details, see page 126)
0: Constant mach. X-section
1: Constant infeed
2: W/ remaining cutting (with distribution of remaining
cuts)
3: W/o remaining cutting (without distribution of
remaining cuts)
4: Same as MANUALplus 4110
5: Constant infeed (same as 4290)
6: Constant with distribute. (same as 4290)
A
Approach angle (angle of infeed; reference: X axis;
0°<A<60°; default: 30°)
R
Remaining cut depth (only with V=4)
C
Starting angle
D
No. of gears (threads per unit)
Q
No. no load (number of dry runs)
Further forms: see page 60
Access to the technology database:
Machining operation: Thread cutting
Affected parameters: F, S
Thread form
FK
Auxiliary contour: see page 62
NS
Starting block no. of contour
NE
End block no. of contour
O1
Machine form element
0: No machining
1: At beginning
2: At end
3: At beginning and end
4: Only chamfer and rounding arc
O
Thread location
0: Internal thread (infeed in +X)
1: External thread (infeed in –X)