High flow, Figure j-2, Figure j-1 – Precision Medical Air-Oxygen Blender User Manual
Page 22: Figure k
- 21 -
Air-Oxygen Blender
HIGH FLOW
NOTE: See
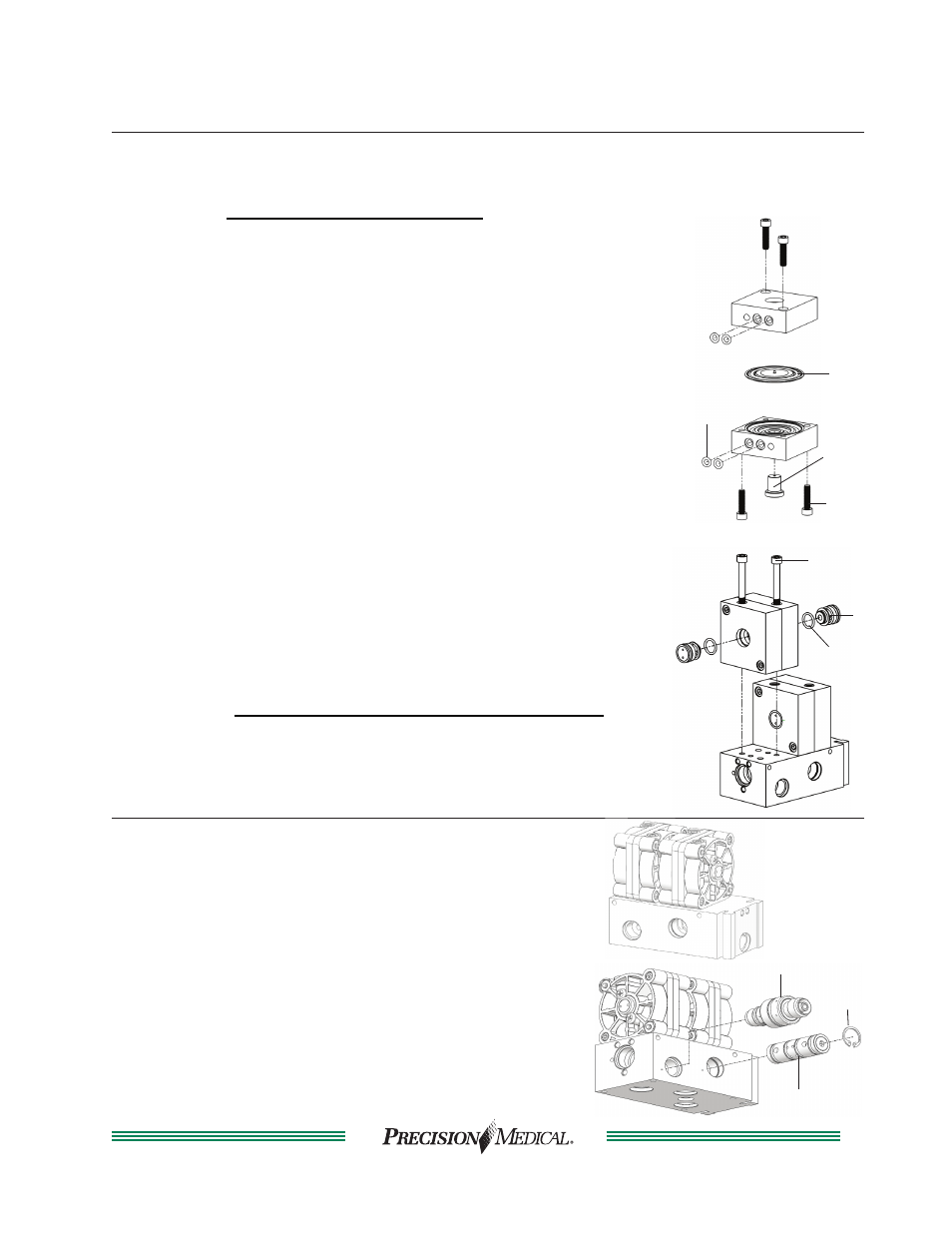
Figure J-1 for Aluminum Diaphragm Blocks and Figure J-2 for Engineered
Composite Diaphragm Blocks. Diaphragm blocks shall be installed in pairs and
Aluminum Blocks shall not be mixed with Engineered Composite Blocks.
Figure J-1
(Aluminum Diaphragm Blocks) (shown)
5. Assembling diaphragm housing assemblies.
a. Ensure all O-rings have been removed from diaphragm
housing.
b. Place diaphragm alignment tool through center hole of one
diaphragm housing.
c. Place new diaphragm [29] on top of diaphragm housing, ensure
center pin of diaphragm is in the center of tool.
d. Place other diaphragm housing on top of the one with the
diaphragm. Ensure the inlet holes of the diaphragm housings
are on the same side.
e. Fasten the two diaphragm housings together using four hex
socket head screws [28]. Torque screws to 60 in-lbs.
f. Place four new O-rings [26] on the inlet holes of the diaphragm
housings.
g. Remove diaphragm alignment tool.
h. Place new O-rings [36] onto each check valve [30].
i. By hand, carefully insert new check valve [30] into diaphragm
housing. (Check valves are double threaded). Thread into
diaphragm housing using
Retaining Ring Pliers
, Check valve must
be flush with surface of diaphragm housing. DO NOT USE power
tool to tighten. Repeat this step for the second check valve.
j. Using two long hex socket head screws [21] secure each
diaphragm housing assembly to the manifold block. Torque
to 60 in-lbs (6.8 Nm).
k. Repeat steps a - i for remaining diaphragm housing assembly.
Figure J-2
(Engineered Composite Diaphragm Blocks)
5. Installing diaphragm housing to manifold.
a. Using two long hex socket head screws [21] secure each
diaphragm housing assembly to the manifold block. Torque
to 30 in-lbs (3.4 Nm).
[28]
QUANTITY - 4
[29]
[26]
QUANTITY - 4
[30]
QUANTITY - 2
[21]
QUANTITY - 2
[36]
QUANTITY - 2
Diaphragm
Alignment
Tool
Aluminum Blocks
Figure K
6. Lubricate alarm bypass assembly bore on manifold
block with Krytox GPL 106.
7. Using retaining ring pliers install retaining ring [12]
in one side of alarm assembly bore.
8. Insert alarm assembly [13] into bore of manifold block.
9. Install remaining retaining ring.
10. Thread auxiliary outlet assembly [10] to manifold
block, torque to 10 ft-lbs (13.6 Nm).
[12]
QUANTITY - 2
[10]
[13]