G4 marathon, g4r marathon – Flowserve G4 Marathon Sleeveline Plug Valves User Manual
Page 7
1. Apply Durco Seal 1028B to the inside of the tapered bore
in the body and permit to dry before assembly. RAD-1
material is used for nuclear applications.
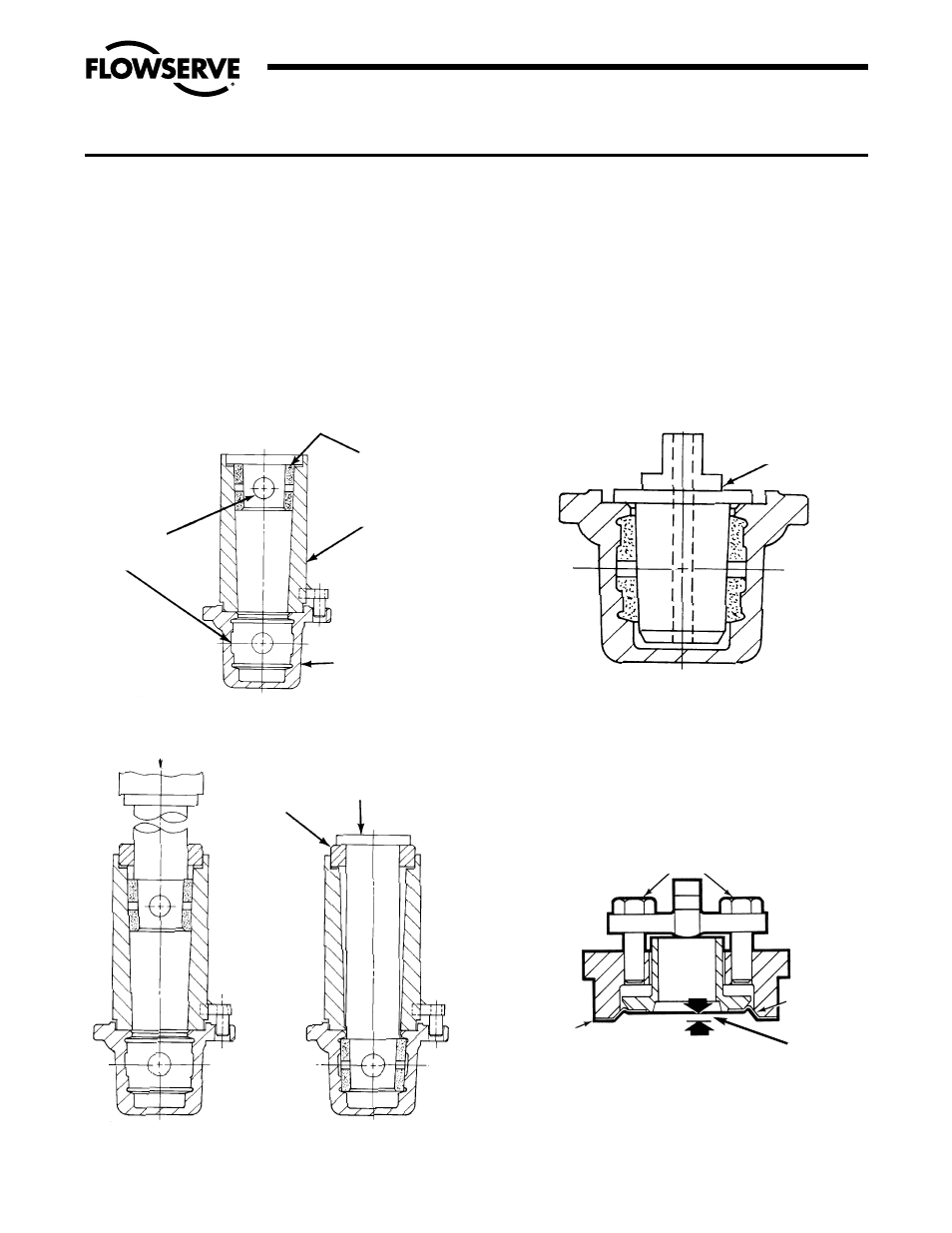
2. Assemble sleeve into body with a coining die, part
#BY81917A. Position coining die so locating pins are
located in bonnet flange holes in body. Position sleeve in
coining die so that sleeve holes are centered over body
ports (Figure V A-1). Place push rod and push rod guide in
coining die and push sleeve into body until push rod stops
on push rod guide (Figure V A-2).
3. Size sleeve. Check sleeve in body to make sure sleeve vent
holes are still centered between body ports. Apply a light
coat of silicone lubricant to sizing Plug #1 and sizing Plug
#2, part #BY80017B & C. Push sizing Plug #1 into sleeve
until the sizing plug flange bottoms against the counter-
bore of the valve body. Remove #1 sizing plug and now
push #2 sizing plug in the same manner, but HOLD SIZING
PLUG IN PLACE for 15 SECONDS (Figure V A-3).
1. Rough Size With Plug #1
2. Finish Size With Plug #2 (Hold for 15 Seconds)
4. On a flat surface place the top cap and adjuster subassem-
bly over the thrust collar. Thread the fasteners until snug.
SECTION V
A. VALVE ASSEMBLY –
1
/
2
" &
3
/
4
" G4 MARATHON, G4R MARATHON
7
SLEEVE HOLE
CENTERED
OVER BODY
HOLE
PUSH ROD
GUIDE
PUSH ROD
VALVE BODY
COINING DIE
PTFE SLEEVE
FIGURE V A-1
ASSEMBLE SLEEVE
FIGURE V A-2
PUSH SLEEVE IN BODY
Flow Control Division
Section 1.0
SIZING PLUG
FIGURE V A-3
SIZE SLEEVE
SET ADJUSTER CAP
SCREWS TO MAKE
ADJUSTER PARALLEL TO
TOP CAP
BOTTOM OF TOP CAP
AND THRUST COLLAR
DIAPHRAGM TO BE FLUSH
CHAMFER
OFFSET
FIGURE V A-4
PRESET ADJUSTER, THRUST COLLAR
AND TOP CAP