HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 45
Advertising
45
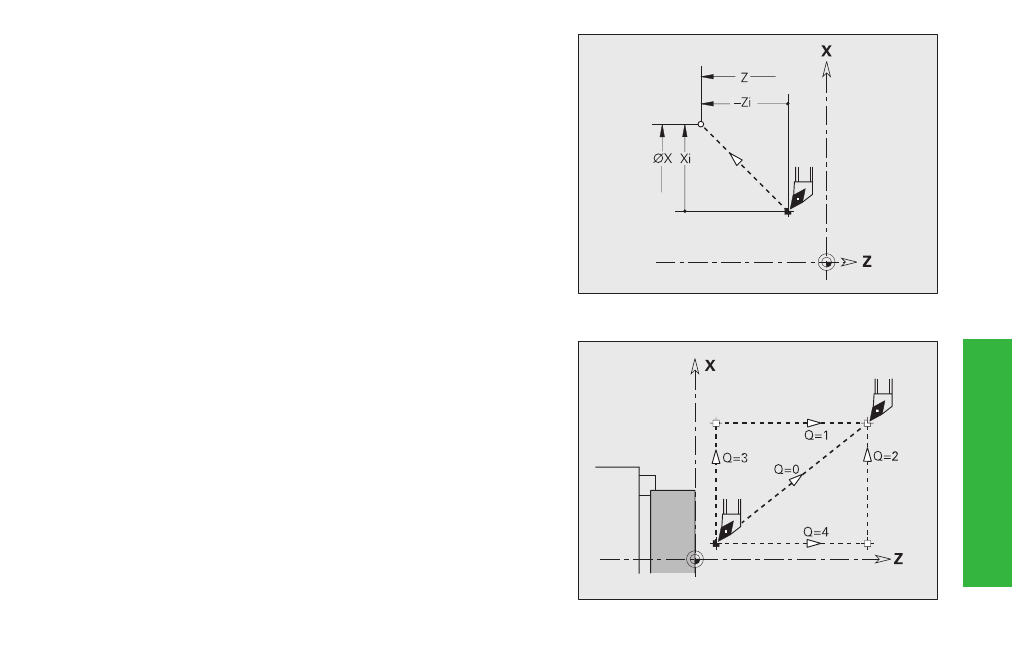
Tool change point G14
The slide moves in rapid traverse to the tool change position. In setup
mode, define permanent coordinates for the tool change.
Parameters
Q:
Sequence – default: 0
0:
Diagonal path of traverse
1:
First in X axis, then in Z
2:
First in Z axis, then in X
3:
X axis only
4:
Z direction only
Rapid traverse G0
The tool moves at rapid traverse along the shortest path to the ”target
point.”
Parameters
X, Z: Diameter, length to target point (X diameter)
T
ool positioning
without mac
hining
Advertising