HEIDENHAIN CNC Pilot 4290 Pilot User Manual
Page 74
74
Thr
ead cy
cle gr
oup
Thread cycle G31
G31 machines threads defined with G24-Geo, G34-Geo or G37-Geo.
G31 also machines successions of threads and multiple threads.
Chamfer length, overrun length: If you do not program ”B, P”,the
CNC PILOT will automatically determine the lengths from adjacent
undercuts or axis-parallel recesses. If no undercut/recess exists, the
chamfer and overrun lengths from Machining Parameter 7 will be used.
Parameters
NS:
Block number (from the finished part description containing the
basic block G1-Geo for thread contour definition)
I:
Maximum approach - Maximum infeed distance
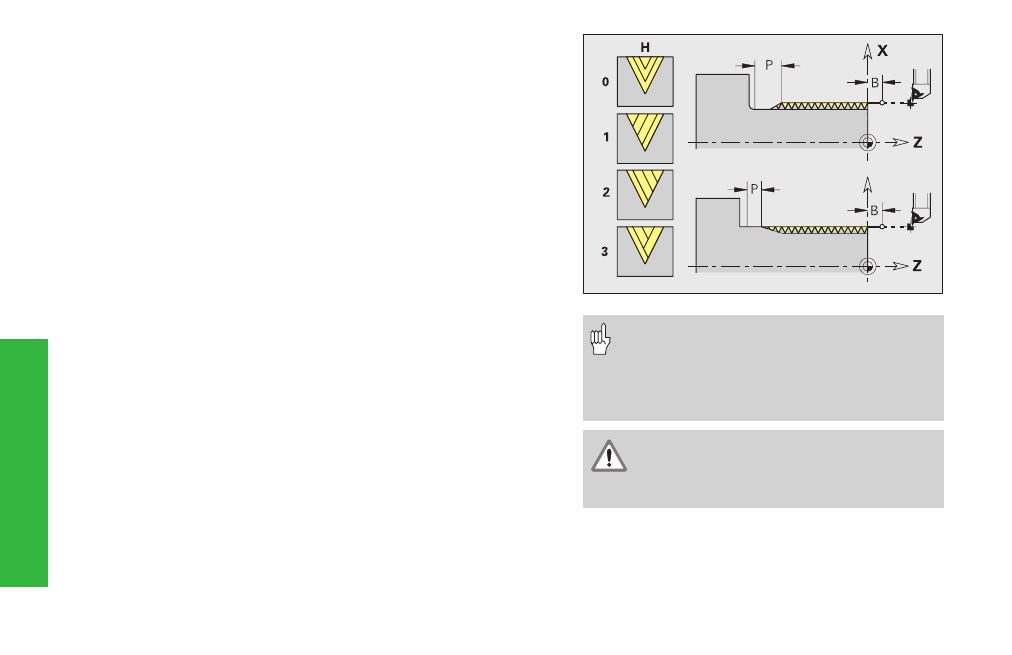
B, P: Chamfer length, overrun length
D:
Cutting direction (reference: defined direction for basic element)
– default: 0;
■
D=0: same direction
■
D=1: opposite direction
V:
Type of feed – default: 0;
■
V=0: constant cross section for all cuts
■
V=1: constant feed
■
V=2: with distribution of remaining cut – if the division thread
depth/feed provides a remainder, the first feed is reduced. The
last cut is divided into four partial cuts: 1/2, 1/4, 1/8 and 1/8.
■
V=3: without remaining cut division – feed is calculated from
pitch and speed
H:
Type of offset – default: 0
■
H=0: no offset
■
H=1: offset to the left
■
H=2: offset to the right
■
H=3: offset alternating left and right
Q:
Number of air cuts after the last cut – default: 0
C:
Starting angle – default: 0
• ”Feed rate stop” becomes effective only
at the end of a thread cut.
• Feed rate override is not effective.
• Do not use the spindle override if the
feedforward is switched off!
Danger of collision!
An excessive overrun length P can cause
collision. You can check the overrun length in
the simulation.