Cycle parameters – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming User Manual
Page 347
HEIDENHAIN iTNC 530
347
14.5 BA
SIC R
O
TA
TION compensation via r
o
tary axis (Cy
cle 403,
DIN/ISO:
G403)
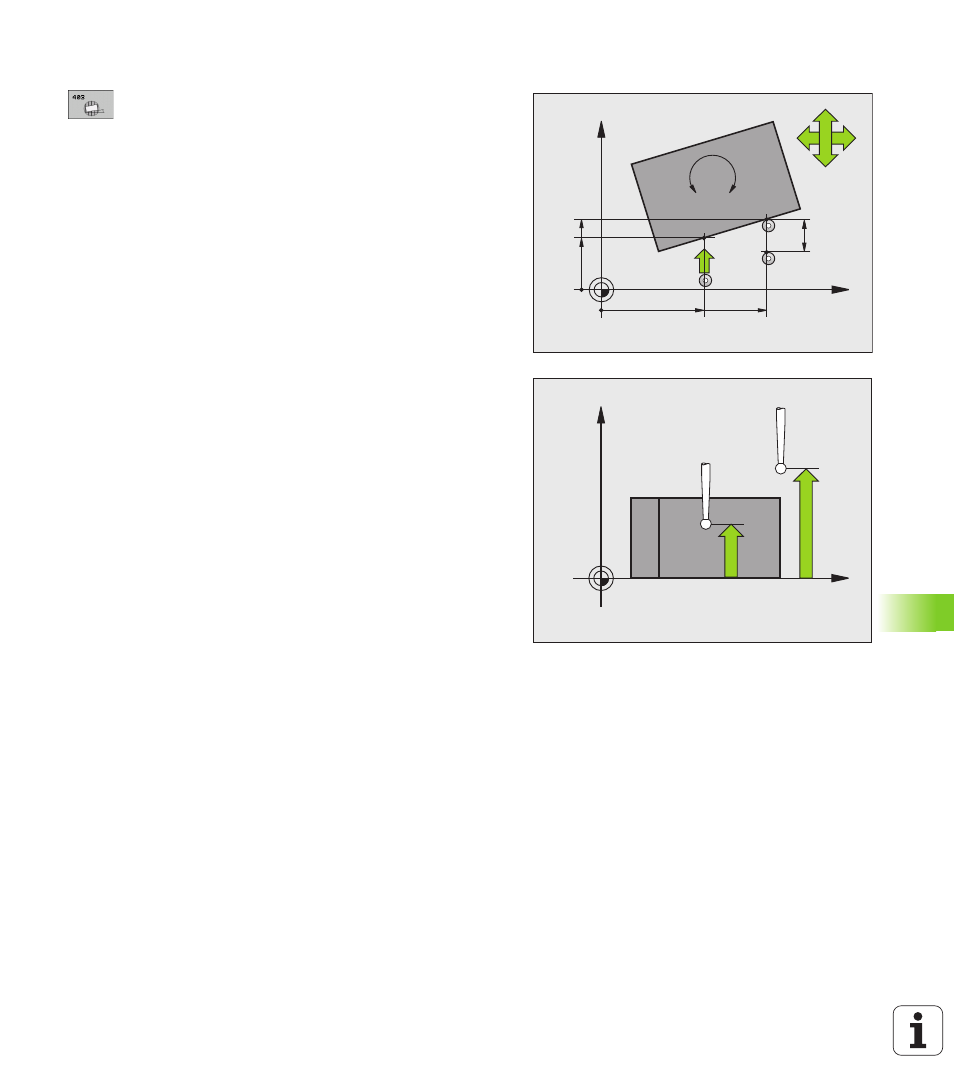
Cycle parameters
1st meas. point 1st axis
Q263 (absolute):
Coordinate of the first touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
1st meas. point 2nd axis
Q264 (absolute):
Coordinate of the first touch point in the minor axis of
the working plane. Input range -99999.9999 to
99999.9999
2nd meas. point 1st axis
Q265 (absolute):
Coordinate of the second touch point in the reference
axis of the working plane. Input range -99999.9999 to
99999.9999
2nd meas. point 2nd axis
Q266 (absolute):
Coordinate of the second touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
Measuring axis
Q272: Axis in which the
measurement is to be made:
1
: Reference axis = measuring axis
2
: Minor axis = measuring axis
3
: Touch probe axis = measuring axis
Traverse direction 1
Q267: Direction in which the
probe is to approach the workpiece:
–1
: Negative traverse direction
+1
: Positive traverse direction
Measuring height in the touch probe axis
Q261
(absolute): Coordinate of the ball tip center (= touch
point) in the touch probe axis in which the
measurement is to be made. Input range
-99999.9999 to 99999.9999
Set-up clearance
Q320 (incremental): Additional
distance between measuring point and ball tip. Q320
is added to MP6140. Input range 0 to 99999.9999,
alternatively PREDEF
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
MP6140
+
Q320
A
B
C
X
Z
Q261
Q260