Creating a cycle program – HEIDENHAIN TNC 620 (81760x-01) ISO programming User Manual
Page 56
First Steps with the TNC 620
1.3
Programming the first part
1
56
TNC 620 | User's Manual for DIN/ISO Programming | 3/2014
Creating a cycle program
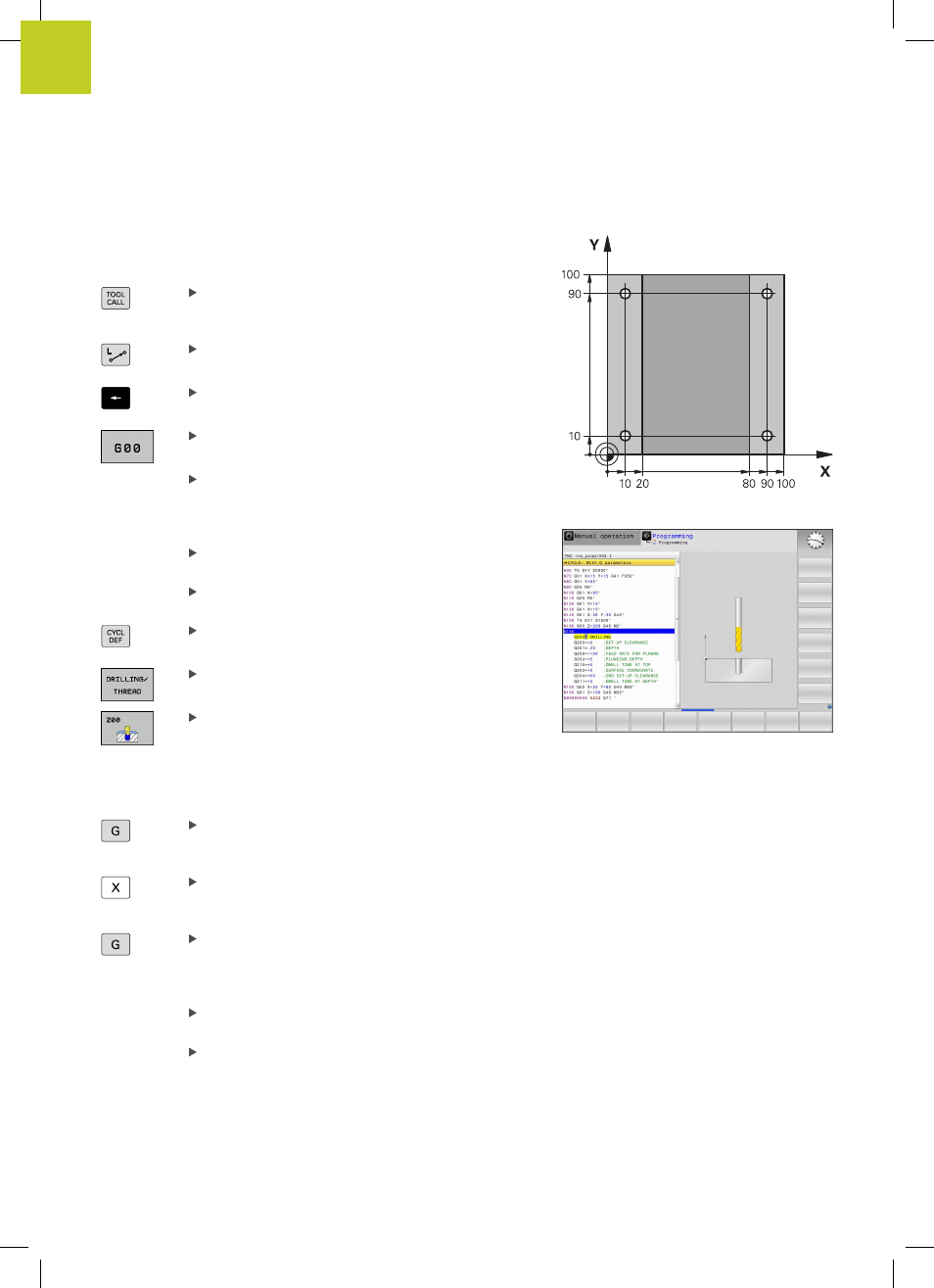
The holes (depth of 20 mm) shown in the figure at right are to be
drilled with a standard drilling cycle. You have already defined the
workpiece blank.
Call the tool: Enter the tool data. Confirm each of
your entries with the
ENT key. Do not forget the
tool axis
Press the
L key to open a program block for a
linear movement
Press the left arrow key to switch to the input
range for G codes
Press the
G0 soft key if you want to enter a rapid
traverse motion
Retract the tool: Press the orange
Z axis key in
order to get clear in the tool axis, and enter the
value for the position to be approached, e.g. 250.
Press the
ENT key
Radius comp.: Confirm RL/RR/no comp? with the
ENT key: Activate no radius compensation
Confirm
Miscellaneous function F=? with the END
key: The TNC stores the entered positioning block
Call the cycle menu
Display the drilling cycles
Select standard drilling cycle 200: The TNC starts
the dialog for cycle definition. Enter all parameters
requested by the TNC step by step and conclude
each entry with the
ENT key. In the screen to the
right, the TNC also displays a graphic showing the
respective cycle parameter
Enter
0 to move to the first drilling position: Enter
the
coordinates of the drilling position, switch-on
the coolant and spindle, and call the cycle via
M99
Enter
0 to move to a further drilling position:
Enter the
coordinates of the respective drilling
positions, and call the cycle with
M99
Enter
0. To retract the tool, select : Press the
orange axis key
Z in order to get clear in the tool
axis, and enter the value for the position to be
approached, e.g. 250. Press the
ENT key
Radius comp.: Confirm RL/RR/No comp.? with
the
ENT key: Activate no radius compensation
Miscellaneous function M? Enter M2 to enter end
of program, then confirm with the
END key. The
TNC stores the entered positioning block