5 mirroring (cycle 8, din/iso: g28), Effect, Mirroring (cycle 8, din/iso: g28) – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 266
Cycles: Coordinate Transformations
11.5 MIRRORING (Cycle 8, DIN/ISO: G28)
11
266
TNC 640 | User's Manual Cycle Programming | 3/2014
11.5
MIRRORING (Cycle 8, DIN/ISO: G28)
Effect
The TNC can machine the mirror image of a contour in the working
plane.
The mirroring cycle becomes effective as soon as it is defined in
the program. It is also effective in the
Positioning with MDI mode
of operation. The active mirrored axes are shown in the additional
status display.
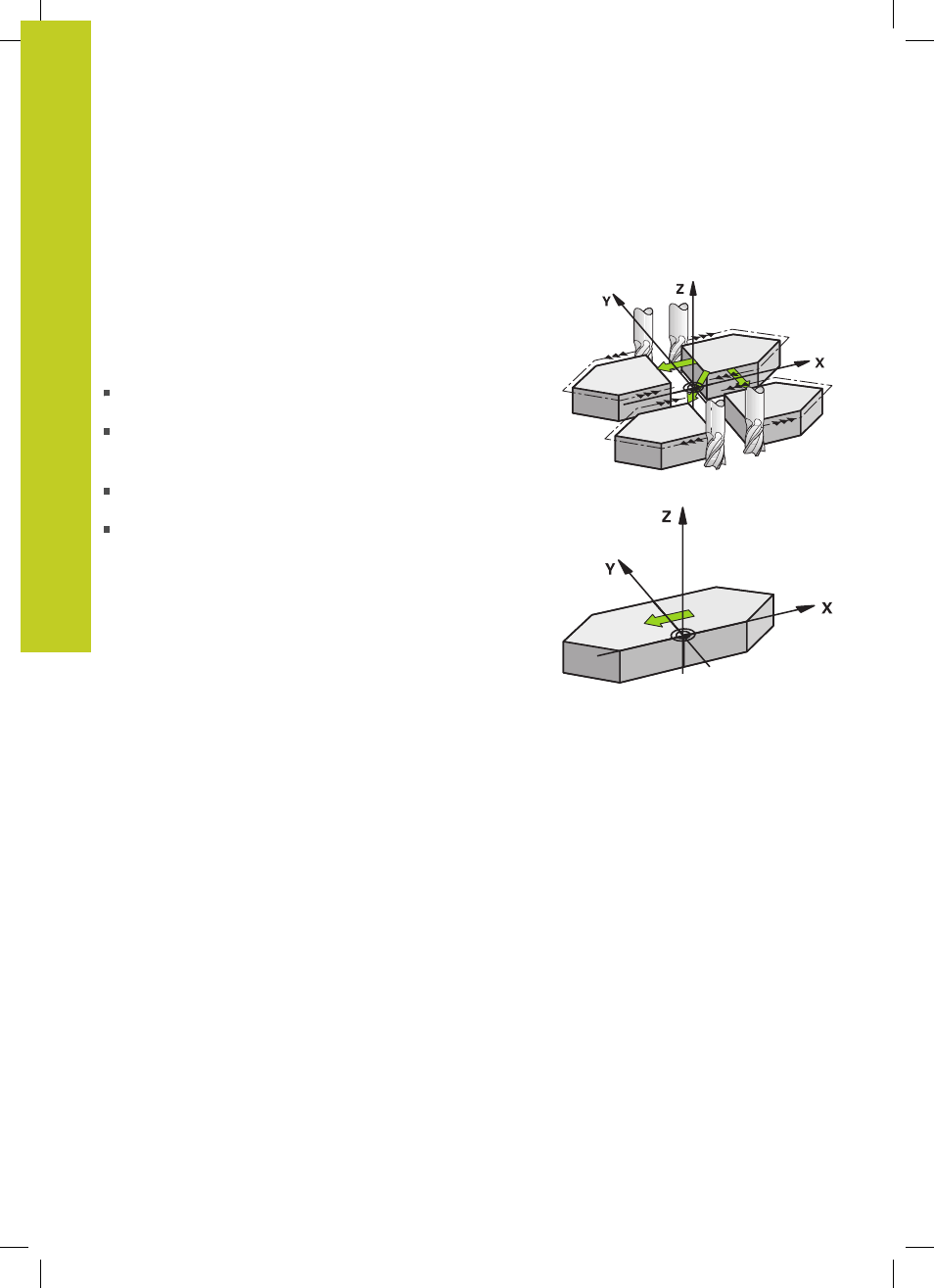
If you mirror only one axis, the machining direction of the tool is
reversed (except in SL cycles).
If you mirror two axes, the machining direction remains the
same.
The result of the mirroring depends on the location of the datum:
If the datum lies on the contour to be mirrored, the element
simply flips over.
If the datum lies outside the contour to be mirrored, the
element also “jumps” to another location.
Resetting
Program the MIRROR IMAGE cycle once again with
NO ENT.