4 fundamentals of turning cycles, Fundamentals of turning cycles, Fundamentals of turning cycles 13.4 – HEIDENHAIN TNC 640 (34059x-04) Cycle programming User Manual
Page 307
Fundamentals of Turning Cycles 13.4
13
TNC 640 | User's Manual Cycle Programming | 3/2014
307
13.4
Fundamentals of Turning Cycles
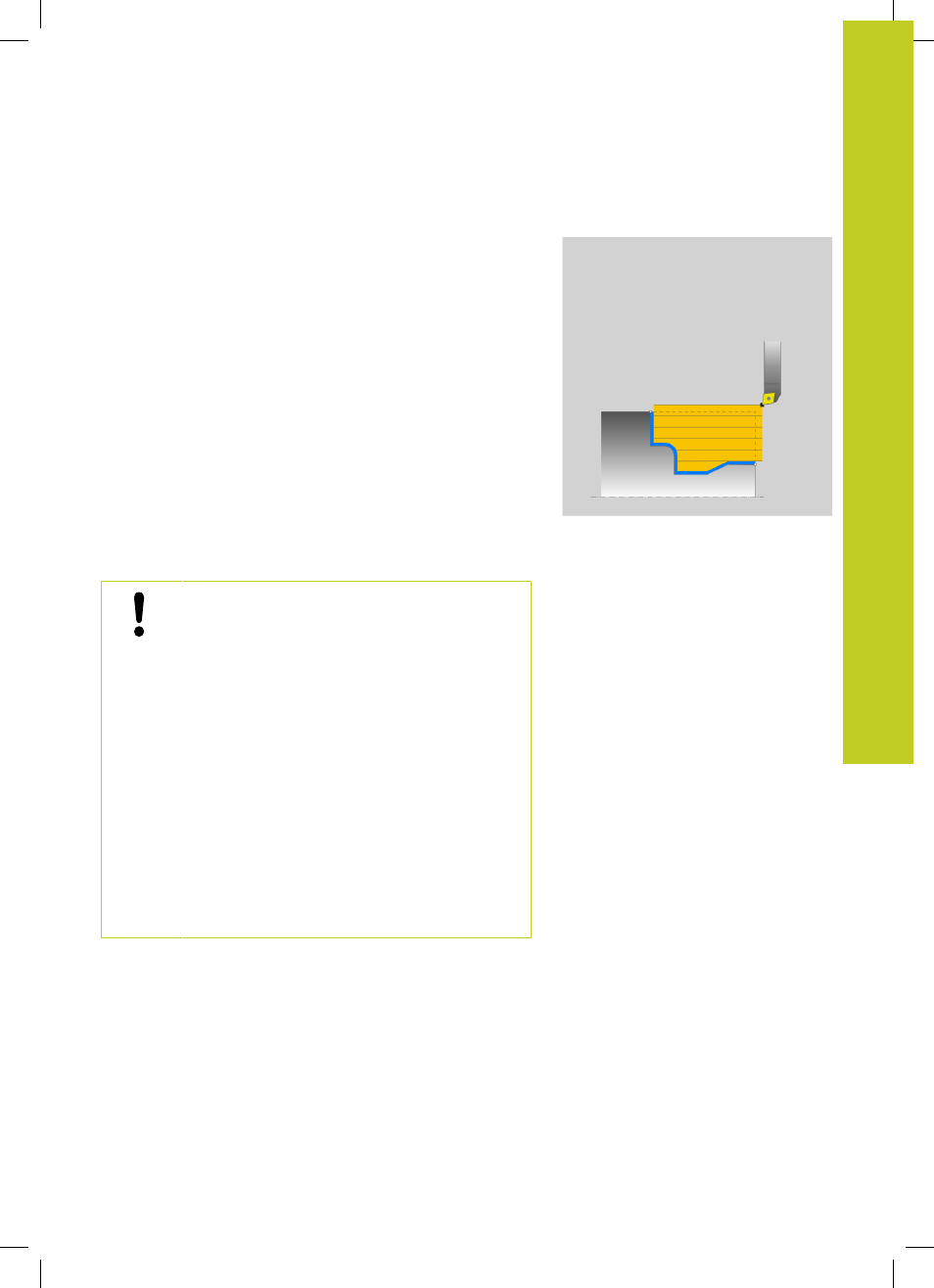
The pre-positioning of the tool decisively affects the workspace
of the cycle and thus the machining time. During roughing, the
starting point for cycles corresponds to the tool position when a
cycle is called. When calculating the area to be machined, the TNC
takes into account the starting point and the end point defined in
the cycle or contour defined in the cycle. If the starting point lies in
the area to be machined the TNC positions the tool beforehand in
some cycles to set-up clearance.
The turning direction with 81x cycles is longitudinal to the rotary
axis and lateral to the rotary axis with 82x cycles. The motions are
contour-parallel in cycle 815.
The cycles can be used for inside and outside machining. The TNC
takes the information for this from the position of the tool or the
definition in the cycle (see "Working with turning cycles", page 297).
In cycles with freely defined contours (Cycles 810, 820 and 815),
the programming direction of the contour determines the direction
of machining.
In cycles for turning you can specify the machining strategies of
roughing, finishing or complete machining.
Caution: Danger to the workpiece and tool!
The turning cycles position the tool automatically
to the starting point during finishing. The approach
strategy is influenced by the position of the tool
when the cycle is called. The decisive factor is
whether the tool is located inside or outside an
envelope contour when the cycle is called. The
envelope contour is the programmed contour,
enlarged by the set-up clearance.
If the tool is within the envelope contour, the cycle
positions the tool at the defined feed rate directly
to the starting position. This can cause contour
damage. Position the tool at a sufficient distance
from the starting point to prevent the possibility of
contour damage.
If the tool is outside the envelope contour,
positioning to the envelope contour is performed
at rapid traverse, and at the programmed feed rate
within the envelope contour.