Gullco KBM-28 User Manual
Page 9
5
BEVELLING CAPACITY
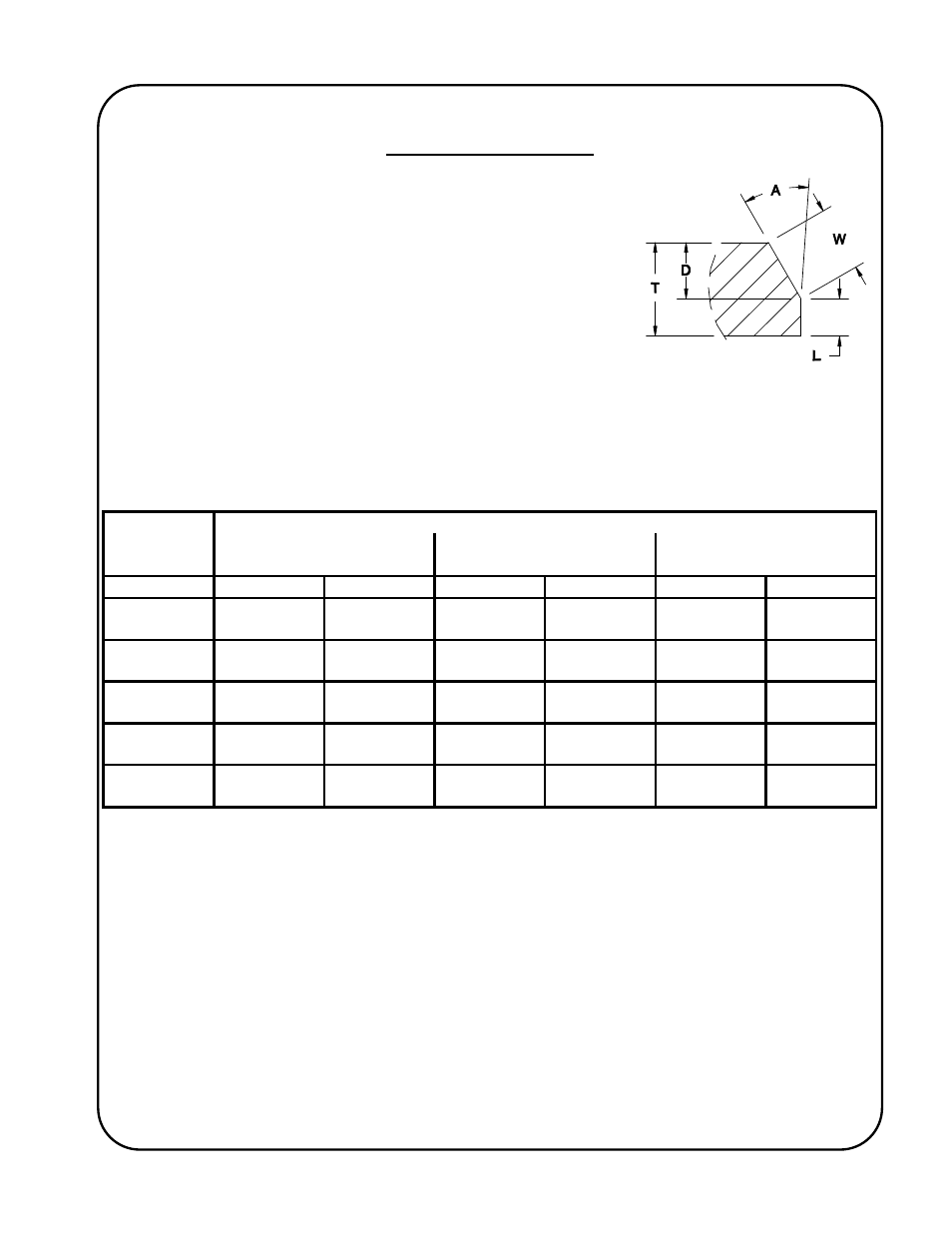
The adjacent diagram, indicates the root face (also referred to as
nose or land), identified as "L"; the bevel width identified as "W"; the
bevel depth identified as "D"; the plate thickness identified as "T";
and the bevel angle identified as "A".
The bevelling capacity of the Gullco KBM
®
-28 is governed by the
following factors:
Tensile strength of the material.
Material thickness.
The bevel angle selected.
The cutter and operating conditions.
The operator's skill and experience.
The maximum recommended multiple pass bevelling capacity is provided in the table below.
BEVEL
ANGLE
TENSILE STRENGTH
64,000 lbs/in²
(45 kg/mm²)
71,000 lbs/in²
(50 kg/mm²)
85,000 lbs/in²
(60 kg/mm²)
A W D W D W D
22.5º
1.10”
[28.0 mm]
1.02”
[25.9 mm]
1.02”
[26.0 mm]
0.95”
[24.0 mm]
0.91”
[23.0 mm]
0.84”
[21.3 mm]
30º
1.10”
[28.0 mm]
0.95”
[24.2 mm]
0.98”
[25.0 mm]
0.85”
[21.6 mm]
0.89”
[22.5 mm]
0.77”
[19.5 mm]
37.5º
1.06”
[27.0 mm]
0.84”
[21.4 mm]
0.98”
[25.0 mm]
0.78”
[19.8 mm]
0.83”
[21.0 mm]
0.66”
[16.7 mm]
45º
1.02”
[26.0 mm]
0.72”
[18.4 mm]
0.95”
[24.0 mm]
0.67”
[17.0 mm]
0.83”
[21.0 mm]
0.58”
[14.9 mm]
55º
0.98”
[25.0 mm]
0.56”
[14.3 mm]
0.91”
[23.0 mm]
0.52”
[13.2 mm]
0.83”
[21.0 mm]
0.47”
[12.0 mm]
The bevelling capacity is based on the bevel width "W", which corresponds to the amount of
material removed by the cutter. If the maximum bevel width is exceeded, overloading of the
machine and cutter may result.
In general, as the tensile strength of the material increases, the bevelling capacity is reduced.
Whenever there is any doubt about the required bevel verses the capacity of the machine, the
operator is always urged to bevel conservatively. It is recommended that no more than 70% of the
machines total bevelling capacity be bevelled in a single pass, or no more than 50% when bevelling
high tensile or stainless steel. If the desired finished bevel is greater than 70% (50% for high tensile
and stainless steels) than the capacities shown in the above table, then multi-pass bevelling is
required. In order to perform multi-pass bevelling, the bevel depth for the first pass (cut) is
performed conservatively (less than 70% or 50% of maximum capacity), and then the bevel depth is
re-adjusted to provide the finished depth required for the following pass/passes.