Maintenance – Kemppi TTC-TIG torches User Manual
Page 12
EN
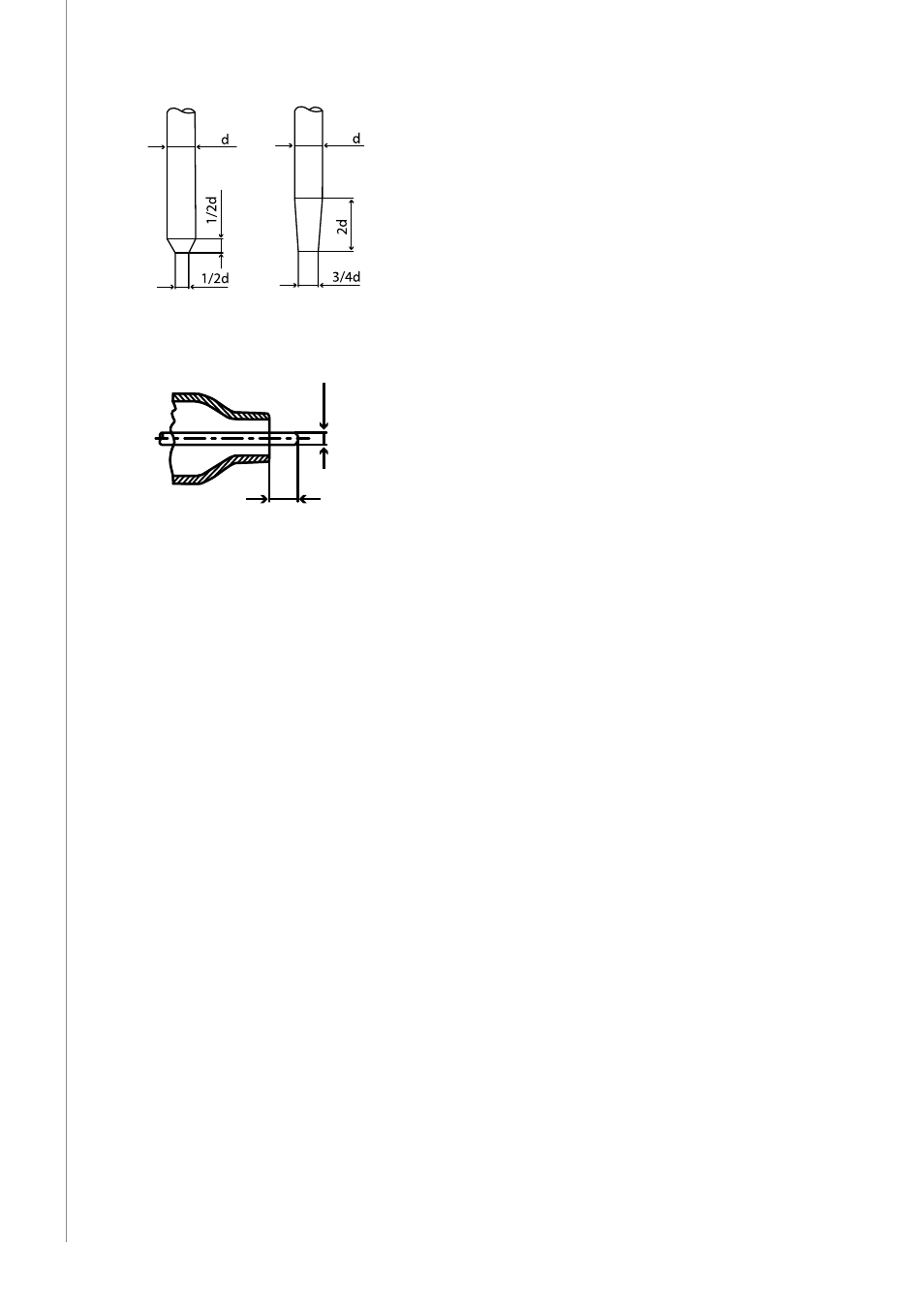
2.6
prOjeCTiOn OF eleCTrOde
d
I
Suitable distance of electrode tip from front edge of gas nozzle depends among others on
electrode diameter and current type.
Formation of weld preparation has a considerable effect on suitable electrode projection. E.g.
when you are welding the external angle, you should use a clearly smaller projection than in
fillet weld.
Tighten the electrode with reasonable force. Too strong a tightening may damage tightening
parts of electrode.
3.
mainTenanCe
Due to high temperatures and wear the welding end of TIG torch requires most maintenance,
but also condition of other parts should be checked regularly.
Welding end
Check that…
• All insulations of welding end are undamaged and at their place.
• Gas nozzle is undamaged and suitable for work.
• Flow of shielding gas is free and even.
• Electrode is undamaged. Use electrode size and tip sharpening angle which is suitable
for welding case. Make sharpening grinding lengthwise of electrode.
• Fastening parts of electrode are undamaged and electrode is fastened tightly at its place.
Torch cable
Check that…
• Insulations of handle and torch cable are undamaged.
• There are no sharp bends in torch cable.
Replace damaged parts immediately by new ones.
NOTE!
Frequent bending of neck body of torch may cause damage of gas or liquid channels. Length
adjustment of neck body doesn’t work on bent neck.
10
TT
C / © Kemppi O
y / 1130