Yaskawa NS300 User Manual
Page 2
Subject: Technical Note
Product: NS300/NS500
Doc#: EM.MCD.05.106
Title: NS300/500 Master Ladder Example
Doc#: Copyright Yaskawa Electric America
©2004
May 9, 2007
Page 2 of 16
Summary
This document describes the example ladder program for implementing control of the NS300 and NS500
application modules in a master PLC. This example code demonstrates how to control motion and how to use the
set/read commands. Example ladder files are available in .pdf and .mal formats as a guide for implementing the
code into any type of ladder language. Please see document eng.MCD.05.105 for the example ladder files.
Demonstrated Features
Motion commands:
Feed Command, Step Command, Point Table Command, Station Command, Zero
Point Return, Simple Positioning, External Positioning, Notch Output Positioning,
Multi-Speed Positioning
Set/Read commands:
Read Parameter, Write Parameter, Set Current Position, Set Zero Point, Read Alarm,
Reset Module
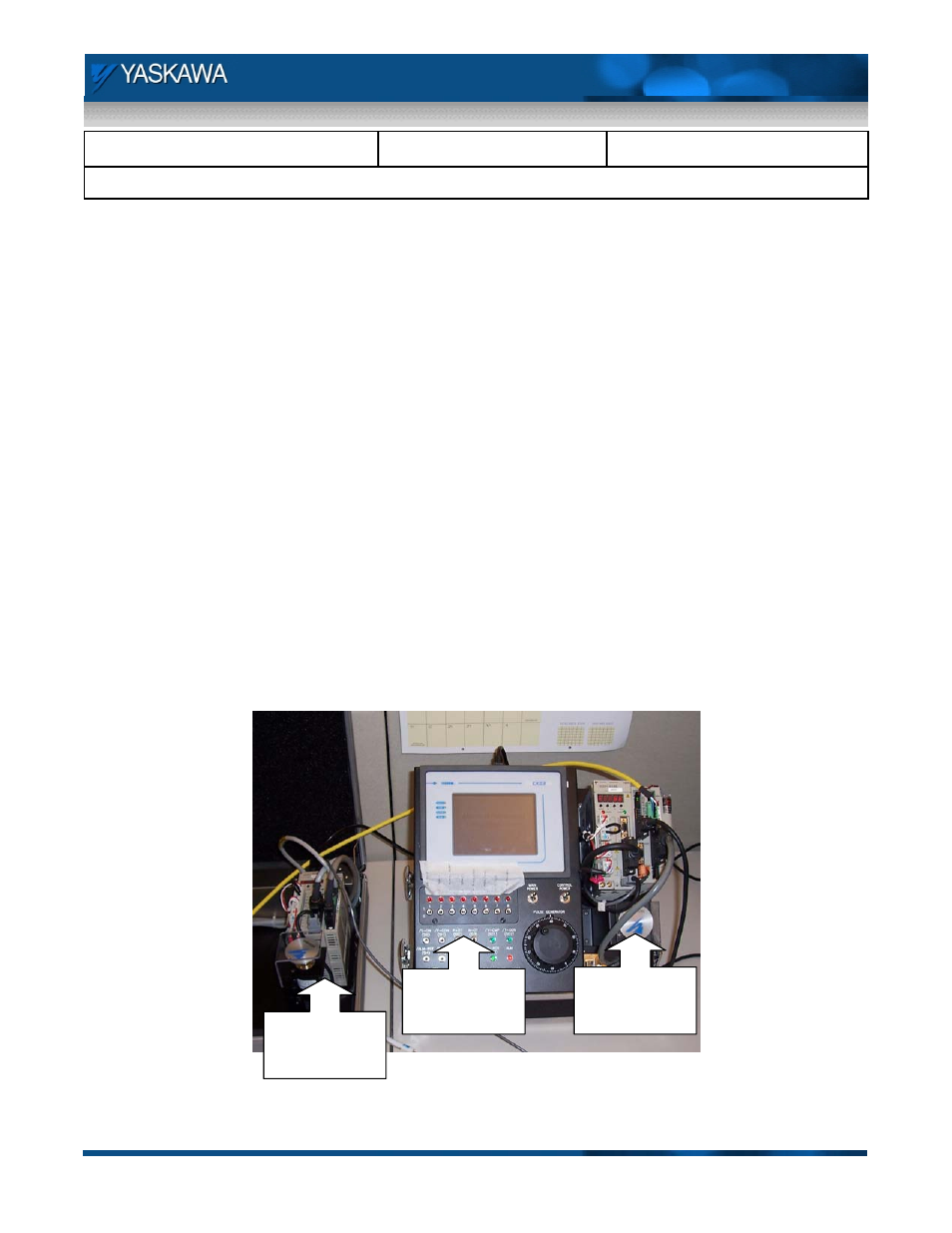
Development Setup
The setup used to write and test the example ladder is shown below. An MP940D was used as the DeviceNet
master, and NS300 demo was used as the test unit. Note that operation is identical on the NS500, except that
the PROFIBUS protocol is used instead of DeviceNet. Ladder code was written in the MPE720 MotionWorks
software environment, and local I/O of the MP940 was used to simulate PLC signals.
MP940D
Controller
MP940D
Local I/O
NS300
Module
Fig 1. Setup for Writing Example Master Ladder