HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 198
8 Programming: Cycles
182
ú
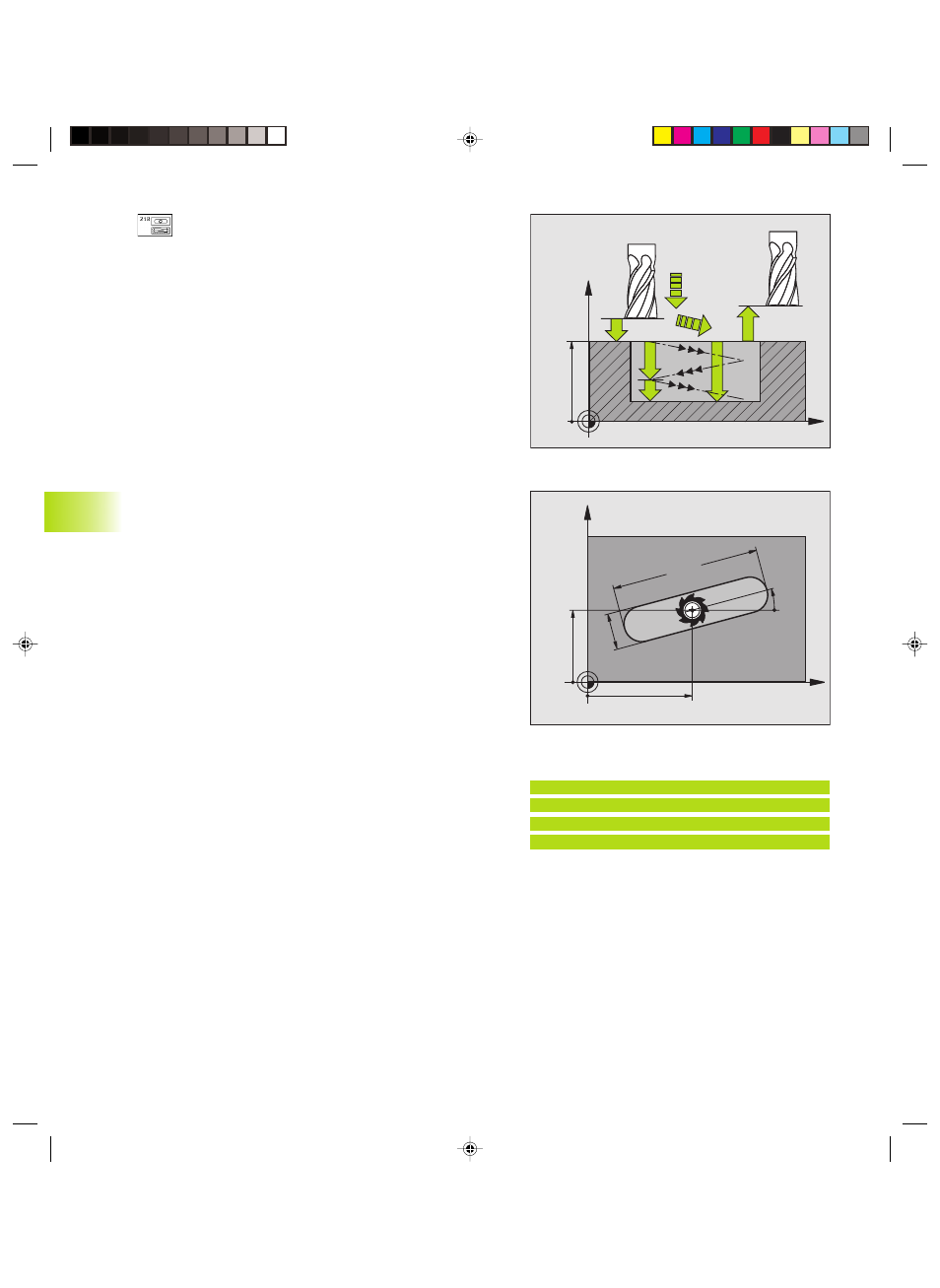
Set-up clearance Q200 (incremental value): Distance
between tool tip and workpiece surface.
ú
Depth Q201 (incremental value): Distance between
workpiece surface and bottom of slot
ú
Feed rate for milling Q207: Traversing speed of the
tool in mm/min while milling.
ú
Plunging depth Q202 (incremental value): Total extent
by which the tool is fed in the tool axis during a
reciprocating movement.
ú
Machining operation (0/1/2) Q215:
Define the extent of machining:
0: Roughing and finishing
1: Roughing only
2: Finishing only
ú
Workpiece SURFACE COORDINATE Q203 (absolute
value): Coordinate of the workpiece surface
ú
2nd set-up clearance Q204 (incremental value): Z
coordinate at which no collision between tool and
workpiece (clamping devices) can occur.
ú
Center in 1st axis Q216 (absolute value): Center of the
slot in the main axis of the working plane
ú
Center in 2nd axis Q217 (absolute value): Center of the
slot in the secondary axis of the working plane
ú
First side length Q218 (value parallel to the main axis
of the working plane): Enter the length of the slot
ú
Second side length Q219 (value parallel to the
secondary axis of the working plane): Enter the slot
width. If you enter a slot width that equals the tool
diameter, the TNC will carry out the roughing process
only (slot milling).
ú
Angle of rotation Q224 (absolute value): Angle by
which the entire slot is rotated. The center of rotation
lies in the center of the slot.
8.4 Cy
cles f
or Milling P
o
c
k
ets,
St
uds and Slots
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224
Example NC block:
N51 G210 Q200=2 Q201=-20 Q207=500
Q202=5 Q215=0 Q203=+0 Q204=50
Q216=+50 Q217=+50 Q218=80 Q219=12
Q224=+15*
Kkap8.pm6
29.06.2006, 08:06
182