7 sl cy cles gr oup ii (not in tnc 41 0) – HEIDENHAIN TNC 426B (280 472) ISO programming User Manual
Page 214
8 Programming: Cycles
198
The machining data (such as milling depth, finishing allowance and
setup clearance) are entered as CONTOUR DATA in Cycle 120.
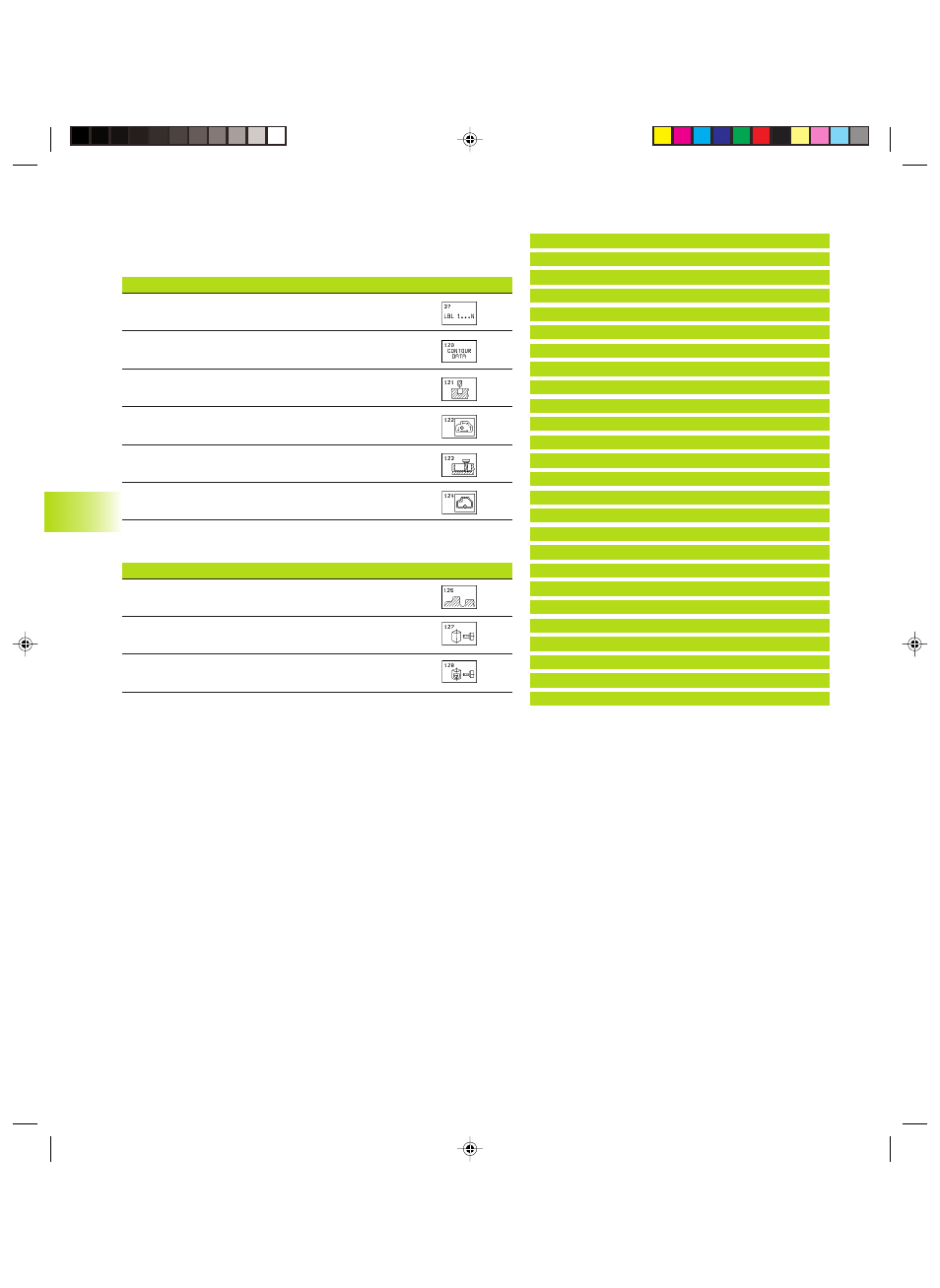
Overview of SL cycles
Cycle
Soft key
G37 CONTOUR GEOMETRY (essential)
G120 CONTOUR DATA (essential)
G121 PILOT DRILLING (optional)
G122 ROUGH-OUT (essential)
G123 FLOOR FINISHING (optional)
G124 SIDE FINISHING (optional)
Enhanced cycles:
Cycle
Soft key
G125 CONTOUR TRAIN
G127 CYLINDER SURFACE
G128 CYLINDER SURFACE Slot milling
Program structure: Working with SL cycles
%SL2 G71 *
...
N120 G37 ... *
N130 G120... *
...
N160 G121 ... *
N170 G79 *
...
N180 G122 ... *
N190 G79 *
...
N220 G123 ... *
N230 G79 *
...
N260 G124 ... *
N270 G79 *
...
N500 G00 G40 Z+250 M2 *
N510 G98 L1 *
...
N550 G98 L0 *
N560 G98 L2 *
...
N600 G98 L0 *
...
N99999 %SL2 G71 *
8.7 SL Cy
cles
Gr
oup II (not in
TNC 41
0)
Kkap8.pm6
29.06.2006, 08:06
198