Cycle parameters – HEIDENHAIN 530 (340 49x-07) Cycle programming User Manual
Page 320
320
Cycles: Special Functions
12.7 INTERPOLA
T
ION TURNING (Sof
tw
ar
e Option, Cy
cle 290, DIN/ISO: G290)
Cycle parameters
U
Set-up clearance
Q200 (incremental value):
Extension of the defined contour during approach and
departure. Input range 0 to 99999.9999; alternatively
PREDEF
U
Clearance height
Q445 (absolute): Absolute height at
which the tool cannot collide with the workpiece.
Position for tool retraction at the end of the cycle.
Input range -99999.9999 to 99999.9999
U
Angle for spindle orientation
Q336 (absolute):
Angle for orienting the cutting edge to the 0° position
of the spindle. Input range -360.0000 to 360.0000
U
Cutting speed [m/min]
Q440: Cutting speed of the
tool in m/min. Input range 0 to 99.999
U
Infeed per revolution [mm/rev]
Q441: Feed rate of
the tool per revolution. Input range 0 to 99.999
U
Start angle in plane XY
Q442: Starting angle in the
XY plane. Input range 0 to 359.999
U
Machining direction (–1/+1)
Q443:
Machine in clockwise direction: Input = –1
Machine in counterclockwise direction: Input = +1
U
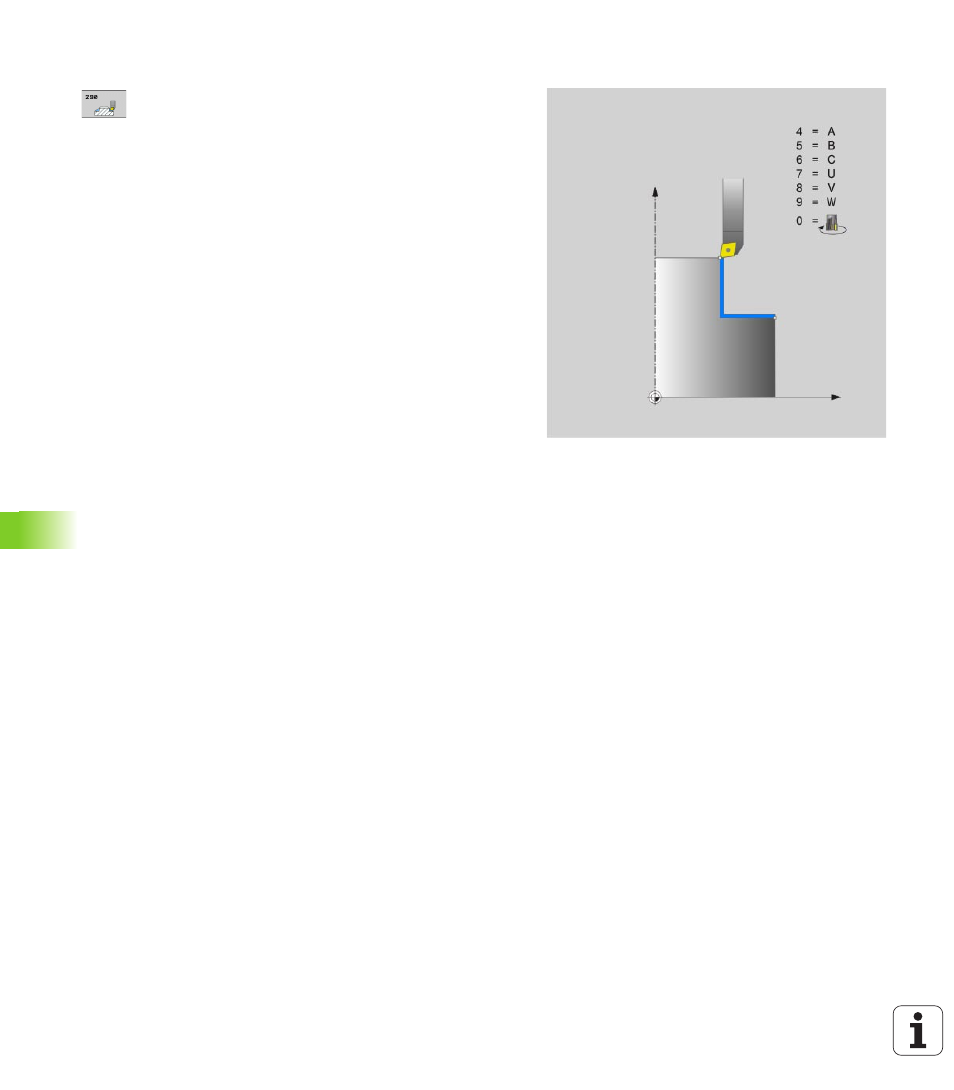
Interpolating axis (4...9)
Q444: Axis designation
of the interpolating axis.
A axis is interpolating axis: Input = 4
B axis is interpolating axis: Input = 5
C axis is interpolating axis: Input = 6
U axis is interpolating axis: Input = 7
V axis is interpolating axis: Input = 8
W axis is interpolating axis: Input = 9
Contour milling: Input = 0