2ongoing inspection – Flowserve PSS II User Manual
Page 4
4
During the assembly process follow these inspection procedures to avoid
errors which may not be correctable later.
2.1
Check Adhesion - Gently tug at the gaskets to be sure they are
properly secured. If they come loose easily, it is likely that the
surfaces were not adequately cleaned or rinsed. Clean the surface
again and reapply adhesive per the instructions. Apply small dots
of adhesive only where specified. Dot size should be 0.040 to
0.080 inch (1.00 to 2.00 mm) in diameter.
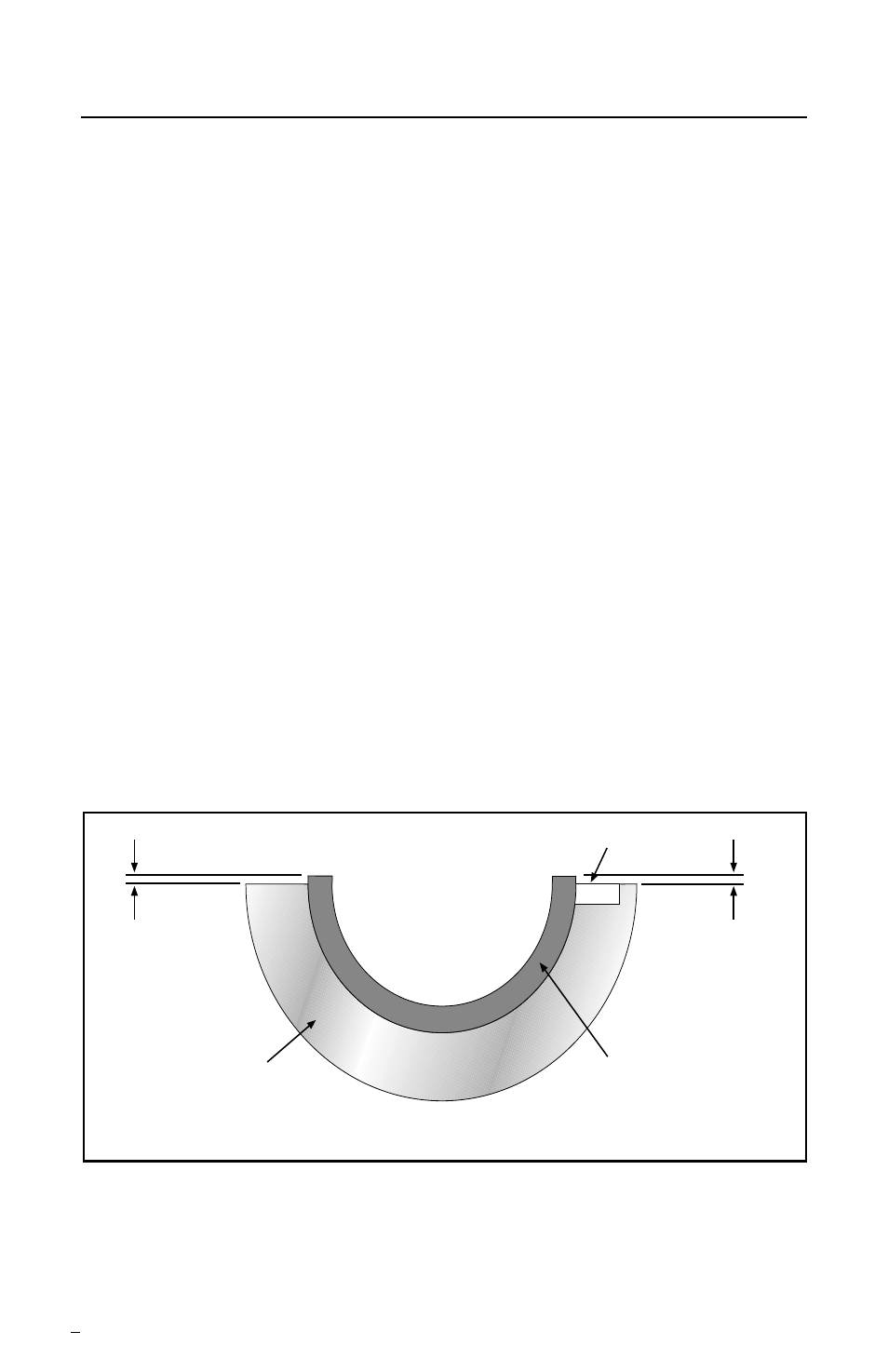
2.2
Gasket Length - Be sure that the rotating face gasket, stationary
face seat gasket, and seal drive sleeve gasket are 0.025 to 0.035
inch (0.65 to 0.90 mm) longer than the surfaces where they end.
See Figure 3. If they are not, reposition them accordingly.
Note: All circumferential gaskets are cut to the proper length at the
factory and require no further trimming. The circumferential gaskets will
appear to be too long for the groove. The extra length of the gasket will
be compressed into the groove between the glued points at each joint
during seal assembly.
0.025 - 0.035"
(0.65 to 0.90 mm)
Seal Drive
or Gland
Rotating Face Gasket,
Seat Gasket, or
Sleeve Gasket
Figure 3
0.025 - 0.035"
(0.65 - 0.90 mm)
Split Joint Gasket Groove
2
Ongoing Inspection