1 equipment check – Flowserve Cartridge Seals User Manual
Page 2
2
1 Equipment Check
1.1 Follow plant safety regulations prior to equipment disassembly:
• lock out motor and valves.
• wear designated personal safety equipment.
• relieve any pressure in the system.
• consult plant MSDS files for hazardous material regulations.
1.2 Disassemble equipment to allow access to seal installation area.
1.3 Remove all burrs and sharp edges from the shaft or sleeve
including sharp edges of keyways and threads. Replace shaft or
sleeve if it is worn in the sleeve gasket area. Make sure the seal
housing bore and face are clean and free of burrs.
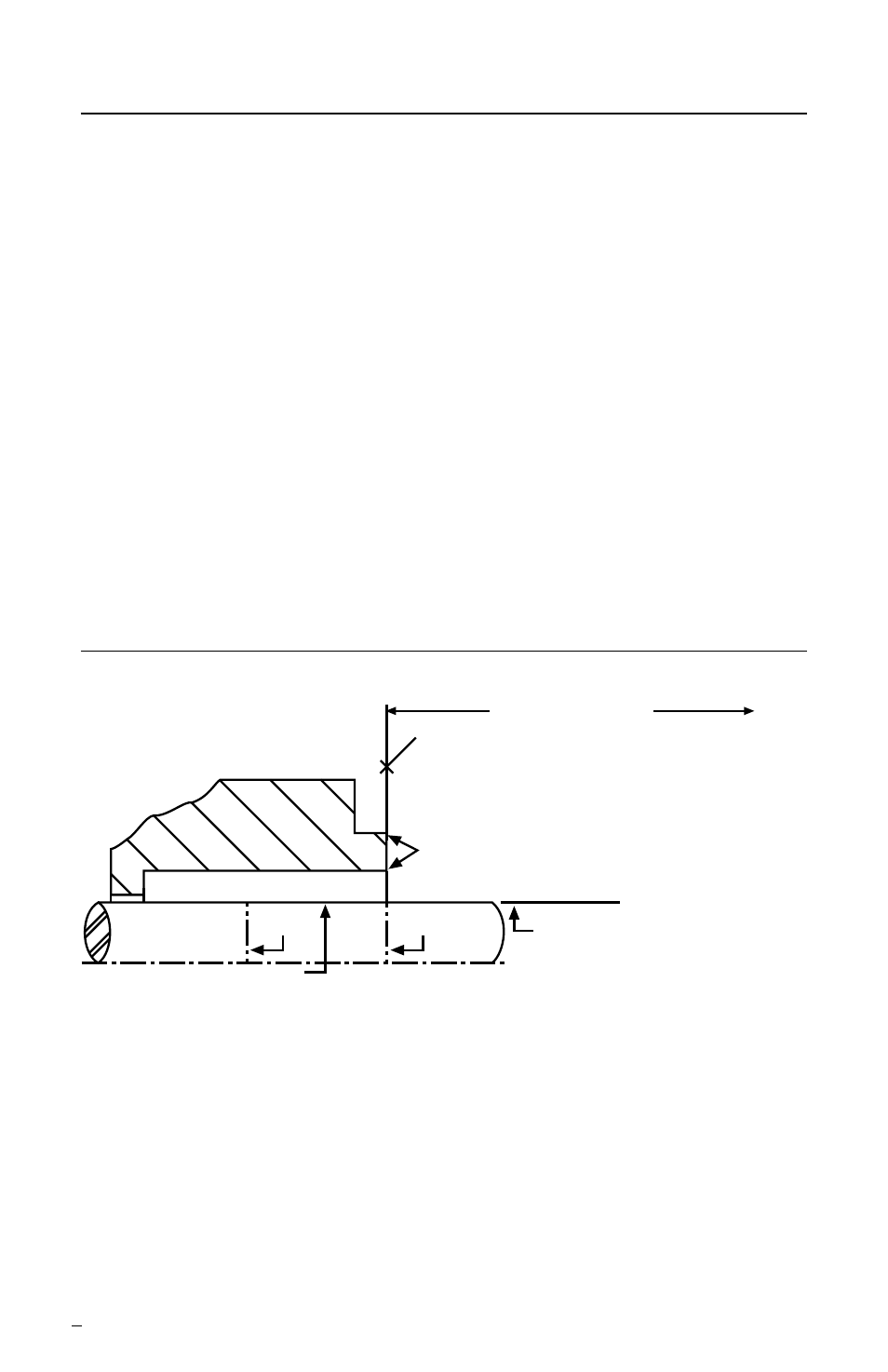
1.4 Check requirements for shaft, sleeve, and seal housing.
See Figure 1.
Seal Chamber Requirements
Figure 1
To first obstruction
Face of seal housing to be square to the
axis of the shaft to within 0.0005 mm/mm
(0.0005 inch/inch) of seal chamber bore TIR
and have a 1.6
μ
m (63
μ
inch) R finish or better
a
Gland pilot can be at either of these
register locations, concentric to within
0.125 mm (0.005 inch) of shaft or
sleeve OD TIR
Sleeve or shaft finish to be
0.8 μm (32 μinch) R or better
a
Scribe
Mark A
Shaft or sleeve OD
+0.000 mm (+0.000 inch)
-0.050 mm (-0.002 inch)
+0.000 mm (+0.000 inch) API 610/682
-0.025 mm (-0.001 inch) DIN/ISO
• Bearings must be in good condition
• Maximum lateral or axial movement of shaft (end play) = 0.25 mm (0.010 inch) TIR
• Maximum shaft runout at face of seal housing = 0.05 mm (0.002 inch) TIR
• Maximum dynamic shaft deflection at seal housing = 0.05 mm (0.002 inch) TIR
Scribe
Mark B
Seal housing bore to have 3.2 μm
(125 μinch) R finish or better
a
ANSI
The images of parts shown in these instructions may differ visually from the actual
parts due to manufacturing processes that do not affect the part function or quality.