2 shielding gas – Kemppi LT 250 User Manual
Page 10
EN
3.2
Shielding gas
In TIG welding, shielding gas is used to prevent atmospheric contamination of the molten weld
pool. Normally, the shielding gas is argon (Ar), and the gas flow rate is approximately 8 – 12 litres
per minute, but this can vary according to the welding current used and the size of gas nozzle.
The machine is delivered with a 4.5 m long shielding gas hose. Connect the supplied female snap
connector of the shielding gas hose to the machine’s male hose connector, max. connection
pressure 500 kPa (5 bar). Connect the free end of the shielding gas hose to the gas bottle, via a
suitable and approved single stage regulator valve, where outlet flow rates can be adjusted.
NOTE!
Never attempt to connect directly to a compressed gas cylinder. Always use an approved and
tested regulator and flow meter.
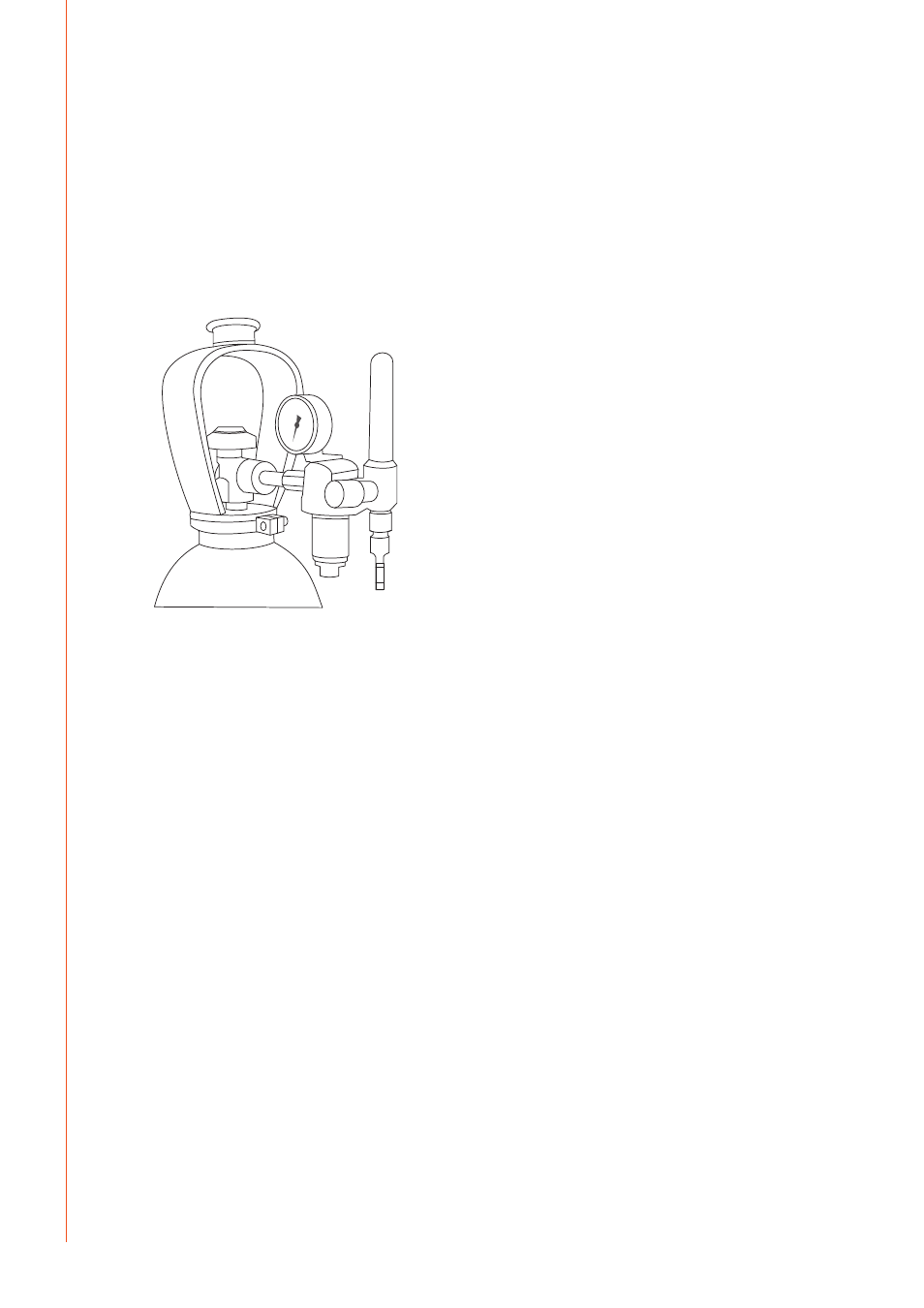
Connecting the gas hose to a typical welding regulator control valve
1. Connect the supplied shielding gas hose to machine and via a suitable coupling to the gas
regulator control valve outlet and tighten the connector.
2. Open the valve of the bottle.
3. Measure the flow.
4. Adjust the flow by the knob (8 – 12 l/min).
NOTE!
Use a suitable shielding gas for the welding application. Always secure the gas cylinder in an
upright position with either a specially made wall rack or cylinder trolley. Always close the cylinder valve
after welding.
MasterTig LT 250
8