Entering tool data, I - 3 milling specific oper ations – HEIDENHAIN ND 522 User Manual
Page 32
32
I Operating Instructions
I - 3 Milling Specific Oper
ations
Tool Radius Compensation feature
ND 522/523 has a tool radius compensation feature. This allows
workpiece dimensions to be entered directly from the drawing. The
displayed Incremental is then automatically lengthened (R+), or
shortened (R–) by the value of the tool radius. (For more information
Tool Length
The length offset may be entered as a known value, or the
ND 522/523 may determine the offset automatically. More
information is available in the following Tool Table Usage example
regarding the TEACH LENGTH soft key.
The following soft keys are available while in the TOOL TABLE form,
or in the individual tool data form:
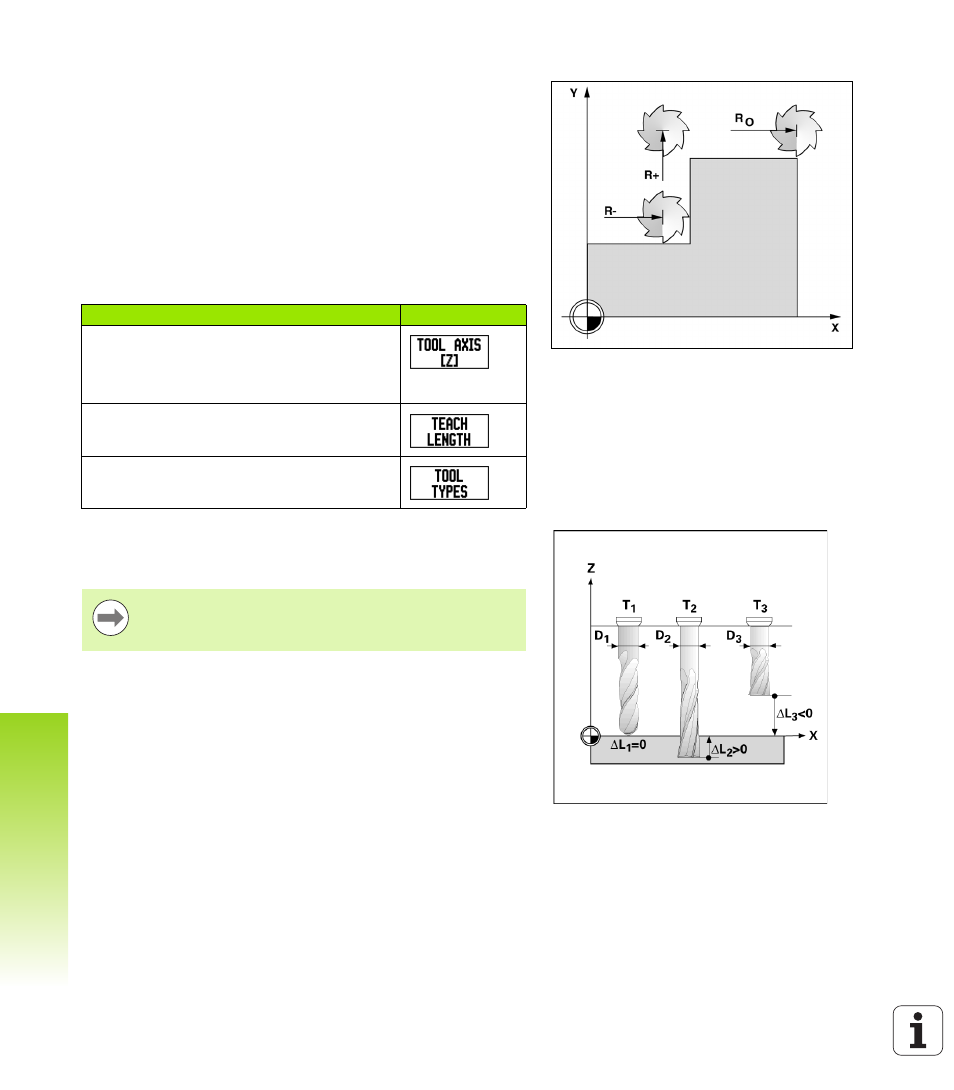
Sign for the length difference
Δ
L
If the tool is longer than the reference tool:
Δ
L > 0 (+)
If the tool is shorter than the reference tool:
Δ
L < 0 (–)
The length difference is indicated with the “
Δ
“ symbol.
Entering tool data
Choose tool hard key
Cursor to the desired tool, and press ENTER. The TOOL
DESCRIPTION form will appear.
Enter the tool diameter.
Enter the tool length, or press TEACH LENGTH.
Enter the tool units.
Enter the tool type, and press ENTER to return to the tool table.
Press C to exit.
Function
Soft key
This key allows the operator to select which axis
all the tool length offsets will effect. The tool’s
diameter values will subsequently be used to
offset the remaining two axes.
Press to automatically enter the tool offset
length. Only available in the LENGTH field.
This will open the TOOL TYPES form for
selection. Only available in TYPE field.
The tool length is the difference in length
Δ
L between the
tool, and the reference tool. The reference tool is indicated
by T1.