Recess turning, axial, 5 recessing cy cles – HEIDENHAIN SW 54843x-02 User Manual
Page 226
226
Cycle programming
4.5 Recessing cy
cles
Type of machining for technology database access: Recess turning
Cycle run
1
Calculate the proportioning of cuts
2
Approach the workpiece from starting point for first pass
3
Execute the first cut (recessing)
4
Machine perpendicularly to recessing direction (turning)
5
Repeat 3 to 4 until contour end point X2, Z2 is reached
6
Return to starting point on paraxial path
7
Move to the tool change point according to the G14 setting
Recess turning, axial
Call the recessing cycles
Select recess turning
Select recess turning, axial
The cycle clears the rectangle described by the starting point and
contour end point.
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
Cycle parameters
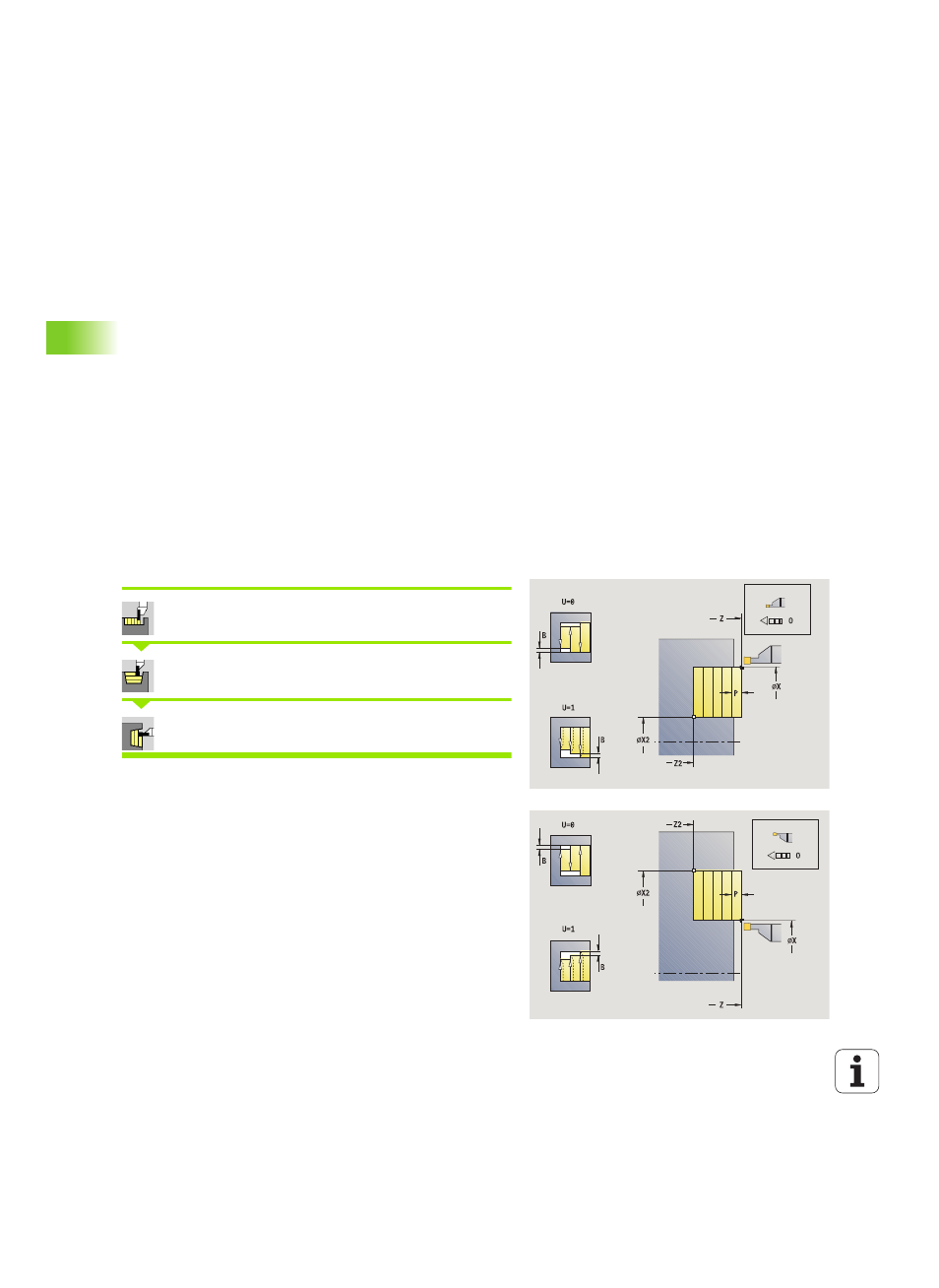
X, Z
Starting point
X2, Z2
Contour end point
P
Infeed depth: Maximum infeed depth
O
Recessing feed rate (default: active feed rate)
B
Offset width (default: 0)
U
Unidirectional turning (default: 0)
0: Bidirectional
1: Unidirectional
G47
Safety clearance (see page 128)
G14
Tool change point (see page 128)
T
Turret pocket number