Machining with the b axis, 1 7 example pr ogr a ms – HEIDENHAIN CNC Pilot 4290 V7.1 Description of B and Y axes User Manual
Page 109
HEIDENHAIN CNC PILOT 4290
109
1
.1
7
Example Pr
ogr
a
ms
Machining with the B axis
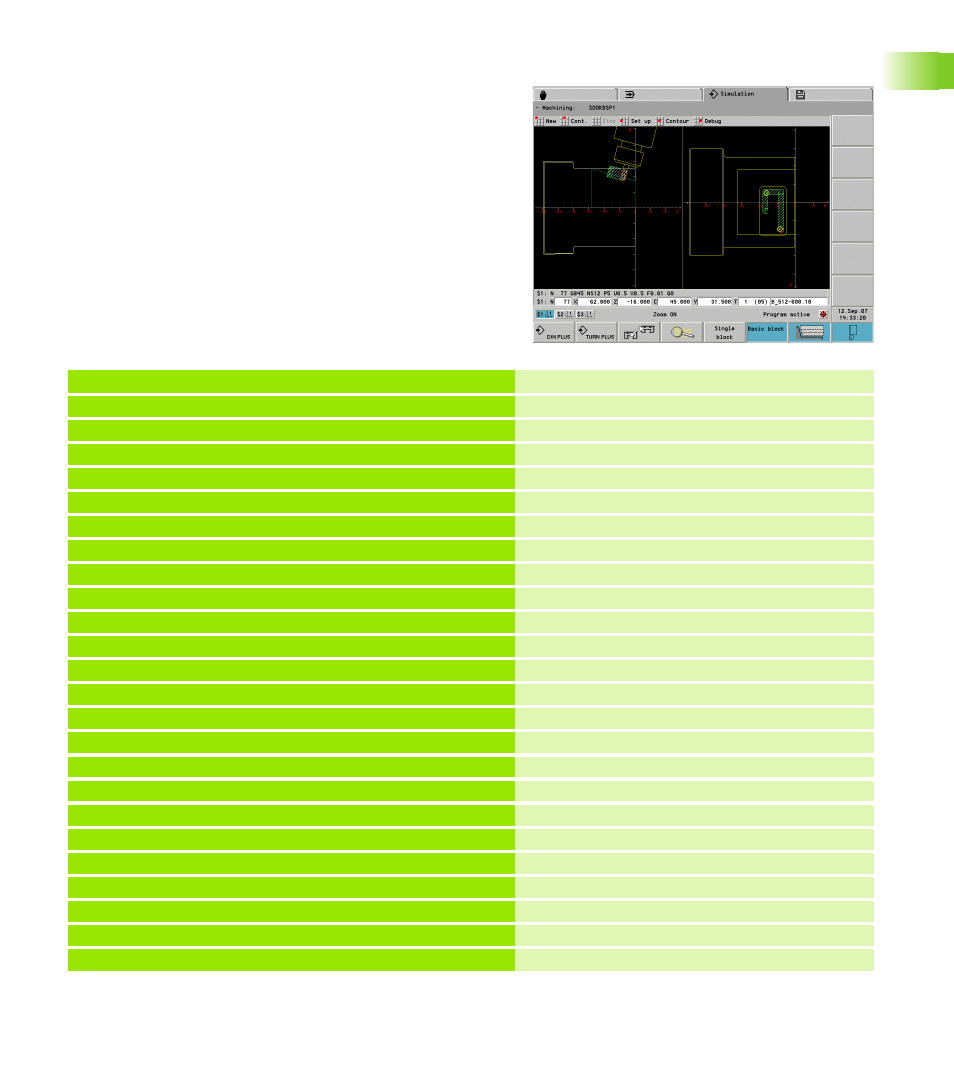
The following NC program mills first a “surface” (tilted plane) and then
a pocket in the tilted plane. It subsequently drills holes inside the
pocket.
In this example, the tilted plane will be milled by programming single
commands. In the contour definition, however, this single surface is
defined. In this way, you can define the figures and holes with
reference to the tilted plane. Another advantage is that the surface is
displayed in the simulation.
Example: “B axis [DOKBSP1.NC]”
PROGRAMMKOPF [PROGRAM HEAD]
#DATE
01.03.07
#MATERIAL
ST 60-2 [MATERIAL]
#SCHLITTEN
$1 [SLIDE]
#SYNCHRO
0
SCHEIBENMAGAZIN [PLATE MAGZN.]
ID"B_112-80-0.8"
ID"B_512-600.10"
ID"B_322-1000.10"
ID"B_332-0500.10"
ID"372-600.10"
ID"B_522-6000.1"
ROHTEIL [WORKPIECE BLANK]
N
1 G20 X120 Z120 K1
FERTIGTEIL [FINISHED PART]
N
2 G0 X0 Z-118
N
3 G1 Z0
N
4 G1 X100 B-1
N
5 G1 Z-80 B2
N
6 G1 X118 B-1
N
7 G1 Z-118 B-1
N
8 G1 X0