Power source, Detailed setup, cont’d – BUG-O Systems BUG-6550 User Manual
Page 7
7
9. Set Weld Parameters
Use the control pendant to set the seven weld parameters.
A. Weave Speed. Controls the travel speed of the cross arm.
B. Weave Amplitude. Controls the width of oscillation, up to 2" (50 mm).
C. Left Dwell time. Controls how long the cross arm pauses on the left edge of the weld (0-3 sec).
D. Right Dwell time. Controls how long the cross arm pauses on the right edge of the weld (0-3 sec).
E. Current Setpoint. Controls the tip to work piece distance during weld. Set the desired weld current on
the pendant and on the welding power source. The automatic height control mechanism will move the
weld gun up and down, as needed, to maintain constant current during welding.
F. Travel Speed. Controls the tractor travel speed (3-70 ipm).
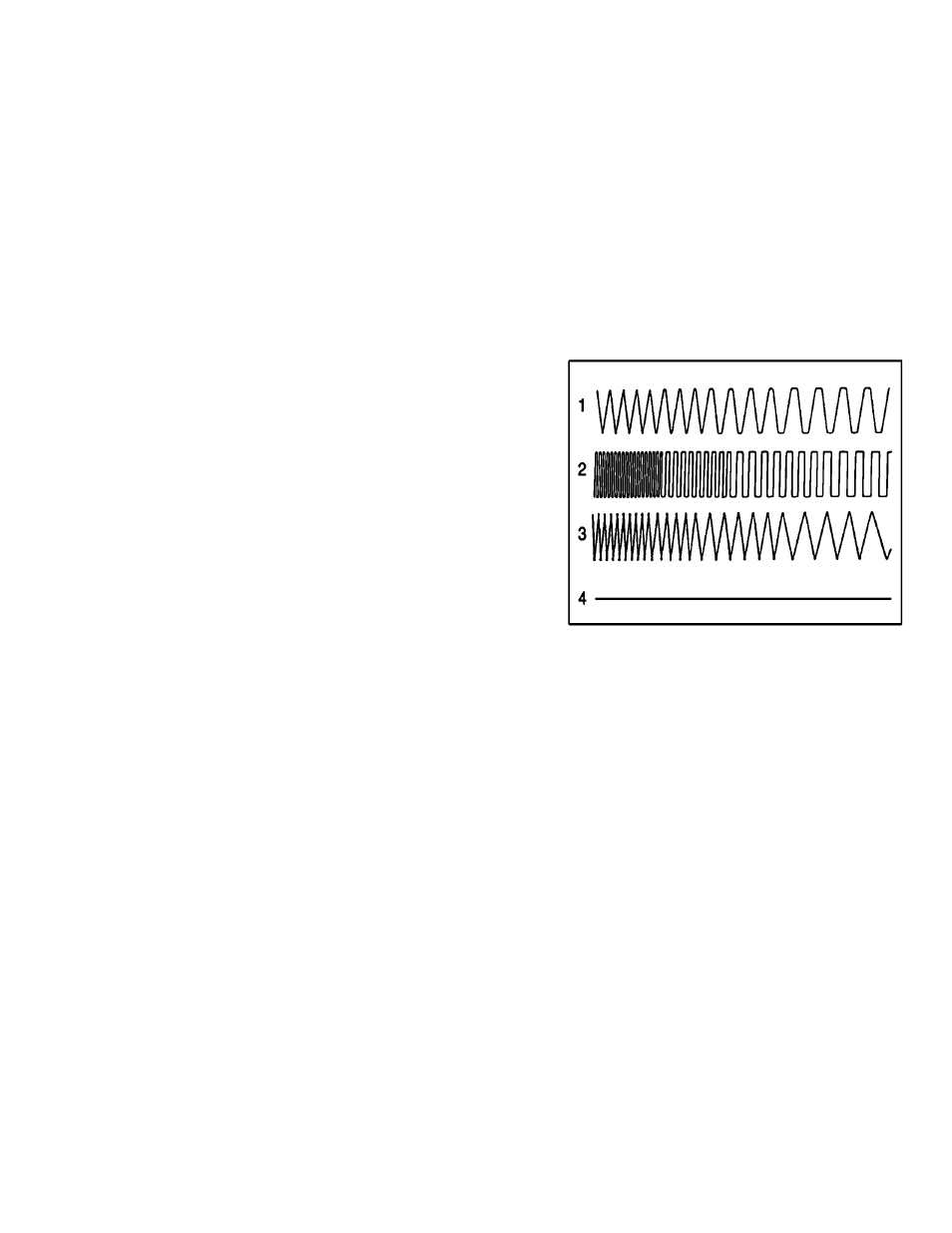
G. Weave Mode. Choose one of four modes.
1) RUN - In this mode, the drive motor is always
on and the tractor travels continuously -- during
both weave and dwell. Weave speed and dwell
time both affect the weave pattern.
2) STEP - The tractor travels only during dwell and
stops during the weaver cross stroke. Changing
weave speed does not effect the weld pattern-
dwell time does.
3) TRACTOR STOP ON DWELL - The tractor
travels during the weave stroke; the tractor and
the weaver stop during dwell.
4) NO WEAVE - In this mode oscillation is stopped.
Only the tractor is powered. This mode is used
for stringer passes.
10. Verify Setup and Lock Dials
Before proceeding to weld, take a moment to verify that the machine is setup correctly. With the tractor
on, but the arc off, run the machine and verify that it is moving as intended. Check cross arm movement
and speed, and tractor travel speed. Verify that the cross arm moves over the full width of the weld. Use
the height controller manual jog switch to make sure that enough vertical travel is available.
Once all parameters have been set and verified, lock the dials to prevent accidental changes. Turn the
knob counterclockwise (CCW) to unlock, clockwise (CW) to lock.
POWER SOURCE
Use only constant voltage (CV) type power sources with this welding device. If using a multiple process
power source, be sure that it is set for constant voltage (CV) output as per the instructions in the power
source manual. Set the power source polarity switch properly or connect the electrodes and work leads for
the correct electrode polarity.
DETAILED SETUP, CONT’D.