Flowserve PSS III Durametallic User Manual
Page 6
6
4 Sleeve Gasket and Rotating Face Gasket Installation
Figure 6
Figure 7
Figure 8
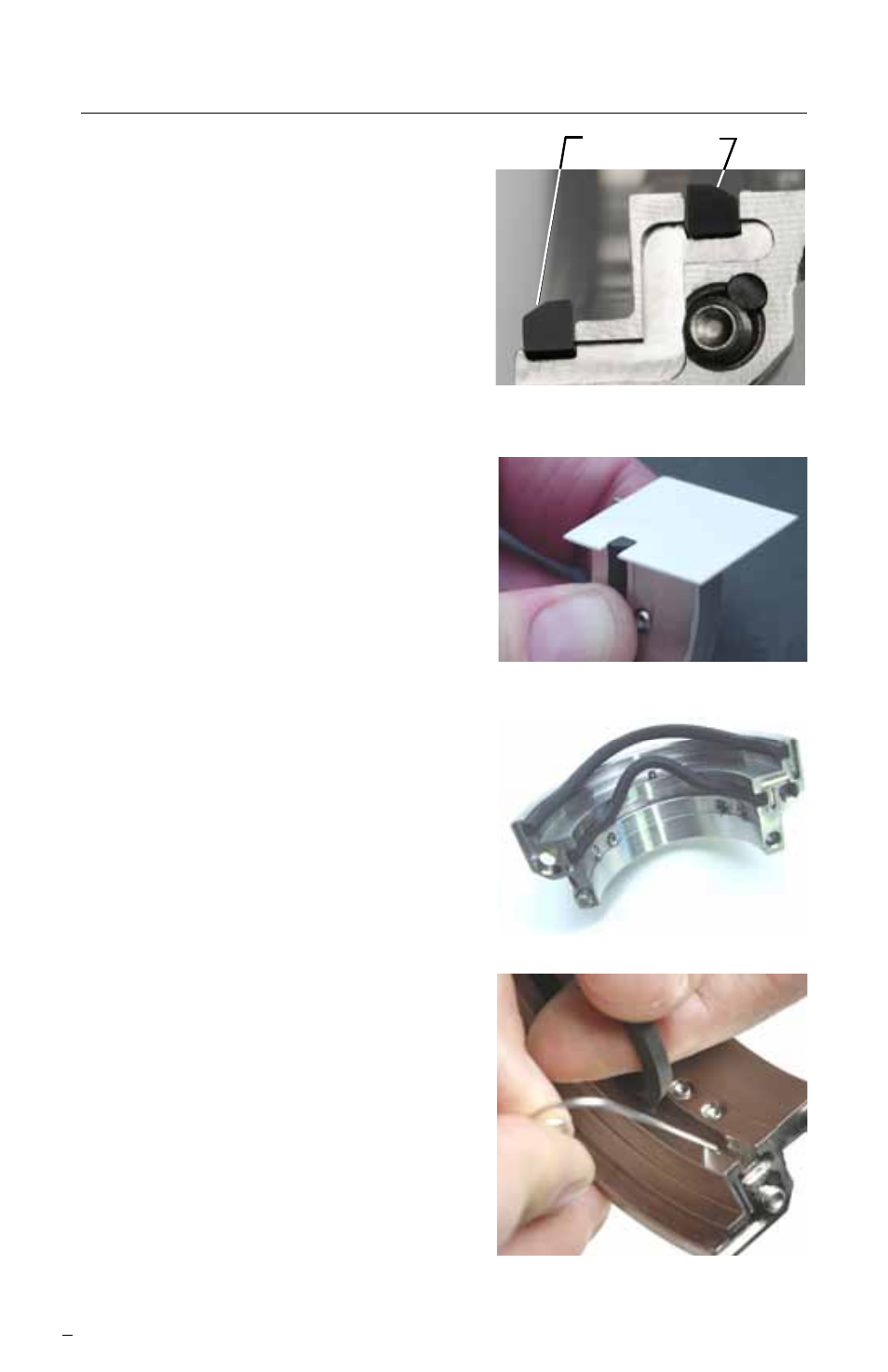
Figure 5
4.1 Wipe the sleeve gasket groove
clean with alcohol.
Caution: Consult material safety data
sheets for proper handling of
alcohol.
4.2 The rotating face gasket and
sleeve gasket are all chamfered
on one side and must be
orientated as shown in Figure 5.
4.3 Install the sleeve gasket into the
groove. Hold the gasket in the
groove and adjust it so the end
extends 0.65 to 0.90 mm (0.025 to
0.035 inch) past the seal drive
joint surface.
4.4 Check the gasket extension with
the height gauge. See Figure 6.
Note: For all standard size seals (.125
inch increments), the rotating face
gasket, seat gasket, sleeve gasket
are cut to the proper length at
the factory and require no further
trimming. These gaskets will appear
to be too long for the groove.
The extra length of the gasket
is compressed into the groove
between the glue points. See
Figure 7.
4.5 Pull back 12.7 mm (0.50 inch) of
the sleeve gasket and use a paper
clip to put two dots of adhesive
in the groove approximately 6.35
mm (0.25 inch) and 12.7 mm
(0.50 inch) from the seal drive
joint surface. See Figure 8.
Note: A paper clip is recommended for
applying adhesive to help control
the quantity of adhesive applied
Chamfer Side