Constant current – MK Products MK 2000A User Manual
Page 13
MK 2000A - Owner's Manual - Page 13
sets the power supply voltage output. This is shown as line ‘A’ as set to 24
volts. There is no slope and thus the voltage remains constant from below
50 amperes to over 300 amperes. The resulting harsh arc may be softened
by providing some slope as shown in lines ‘B’ & ‘C’. Setting the Background
slope to 15% results in a slope of just slightly more than 3 volts per 100
amperes - a commonly used value (line B). The slope may be increased
continuously until at 100% on the Background Slope control the line becomes
vertical and the power supply is operating as a very stiff Constant Current
(CC) source.
A notable feature of the MK2000A is that the slope control is referenced to the
diagonal ‘control line’ so that the operating voltage stays relatively constant
when the slope is changed. Therefore, there is no need to calculate open
circuit voltage regardless of the slope setting.
While welding, the output voltage and current follow the appropriate line
(A,B,C,etc.) up to the full 360 ampere capability of the supply.
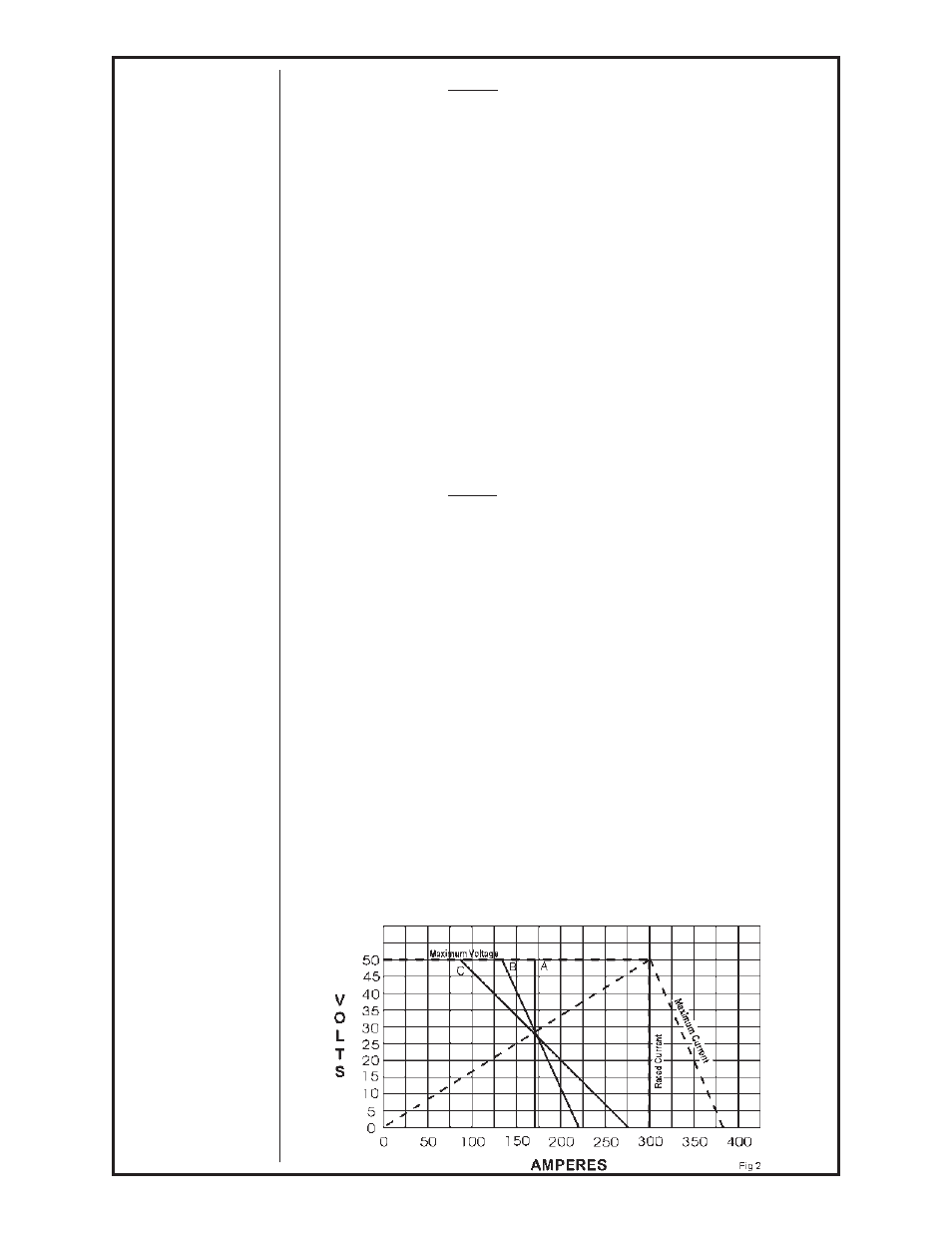
Constant Current
Operation as a Constant Current power supply is shown in Figure 2. This
is the operation obtained when the Pulse Height control is set to -0- and the
Pulse Level disabled by setting it to 100% with the Pulse Slope set to -0-.
With the Background Slope control set to 100%, the Background Level control
sets the power supply current output. This is shown as line “A” as set to
170 amperes. There is no slope and the current remains constant from
short circuit conditions (zero volts) to the maximum capability of the power
supply at 50 volts. A more typical “drooper” curve is obtained by setting the
Background Slope control to less than 100% as shown in curves “B” and
“C”. Curve “C” at approximately 33 volts per 100 amperes is obtained with a
Background Slope setting of 66%.
The output characteristic curves just described for CV and CC welding may
be compared with “typical” curves representing the majority of presently
available CV and CC welding power sources, as obtained from supplier
catalogs, actual equipment measurements and the AWS Welding Handbook.
Typical curves are shown in Figure 3.
The Constant Current supplies usually start with a high open circuit voltage
and ‘droop’ steeply on the volt/ampere plot. As the output current setting is
decreased, the slope tends to become steeper. Supplies with lower open
circuit voltages (eg 60 volts) have substantially less slope, particularly at
higher currents.
The MK2000A may be set to closely match any of the slopes shown within
the limits of 50 volts and 360 amperes, since the slope is electronically
controlled and not just the result of a high open circuit voltage combined with
a high resistance circuit.
The conventional constant voltage supplies provide an open circuit voltage