Background level, Slope, Inductance – MK Products MK 2000A User Manual
Page 17: Pulse height
MK 2000A - Owner's Manual - Page 17
Background Level
When the pulse drops to the background level, it must be at a point high
enough to maintain an arc yet low enough to cool the puddle. Normally the
thickness of the material will determine the Background Level.
Slope
The MK 2000A is capable of operating in either constant voltage (CV) or
constant current (CC). Because of the problems associated with CC Mig
welding, CV operation is most common. A power supply with no slope would
produce a very harsh arc with excessive spatter. Adding slope reduces the
voltage for the same amount of amperage, thereby softening the arc. Setting
the MK2000A’s slope controls to 20% will provide a common slope of 4V/100
Amps.
Inductance
Inductance added to the MK2000A tends to round off the falling pulse. This
increases the “arc on” time which makes the puddle more fluid. Because
aluminum solidifies so quickly, it is recommended to add 15% (7 turns)
inductance when welding aluminum whereas steel and stainless steel require
little or no inductance. The MK2000A is factory set at 15% inductance. When
-0- inductance is needed place the inductance switch on remote.
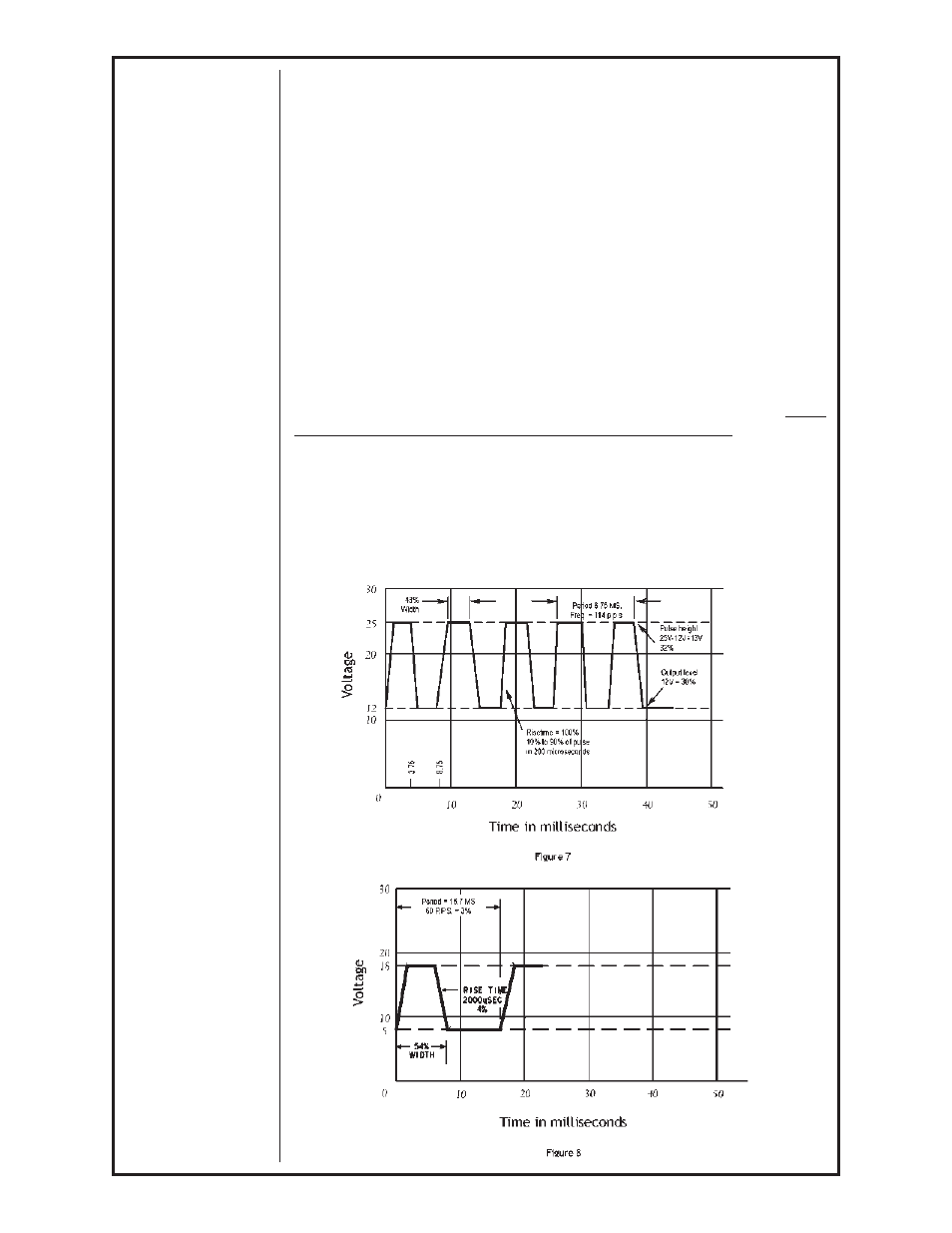
Pulse Height
By leaving the Pulse Height Control at 100%, we can limit the height of the
pulse with the Pulse Level Control.
Figure 7 shows the output voltage into a constant load. The pulse period
is the reciprocal of the pulse frequency (16.6 milliseconds at 60 pulses per
second).