Operation, Gun selection, Duty cycle – Profax AEC 200 User Manual
Page 7: Order from your welding distributor
5
4
OPERATION
The Model AEC 200 Welding Gun will operate on numerous manufacturers welding power sources and is driven by a 24
volt DC permanent magnet motor. The following should be taken into consideration when operating the AEC 200 Welding
Gun on your welding power source.
A.) Constant Voltage Power Sources (MIG)
1.) AEC 200 Welding Gun - will connect directly to a DC welding power source having the proper 24 volt
DC control circuit. (24 Volt terminal strip.)
2.) Model AEC 200-1 Control Box - For use with constant voltage welding power sources lacking the
necessary control circuit. This control box requires 115V AC 60 hz. input power and uses a step-down
transformer which is voltage rectified to provide the necessary 24 volts DC for the welding gun
control circuit and wire feed motor.
B.) Constant Current Power Sources. (DC Stick or DC Tig.)
1.) Model AEC 200-2 Control Box - for use with Constant Current DC welding power sources having
115V AC 60 hz auxilliary power available while welding or where external 115V AC can be utilized
near the welding power source during the welding operation. The 115V AC 60 hz. provides power to
a step-down transformer reducing the voltage to 24V AC which is rectified to 24V DC for the welding
gun control circuit and wire drive motor operation. As soon as the welding wire touches the work
piece a reaction, through a current relay, allows the wire drive motor to operate off of the arc voltage.
This is considered a *"HOT" start and wire will continue to feed if the gun trigger is released,
however, due to manual operation of the gas valve, the gun trigger must still be depressed for
shielding gas flow. To stop the welding process you must rapidly break the arc while releasing the
gun trigger to prevent excessive wire runout which may damage the drive motor.
*The welding gun and wire will be live ("HOT") even when not operating as long as the welding power
source is on unless an AEC 200 Contactor or internal machine contactor, is operated by the AEC 200-2
Control Box.
2.) Model AEC 200-C Contactor - designed to be used with the Model AEC 200-2 Control Box to provide
a "COLD" start when using the Model AEC 200 Gun on DC constant current welding power sources,
not having an internal contactor. It may also be used in any application requiring a welding contactor,
as long as operating parameters are observed. *See installation instructions when using Model
AEC 200-C Contactor.
3.) When using a DC Tig power source with contactor in machine, you may use the AEC 200-2 control
box and run an 18/2 conductor cord from the welding machine to the control box. This will provide
contactor control giving a "COLD" start. *See installation instr uctions when using Model AEC 200-2
Control Box. HIGH FREQUENCY should be in the OFF position when operating the AEC 200
Welding Gun or damage to the gun will result.
C.) Constant Current Stationary or Engine Driven Power Source. (DC Stick)
1.) Model AEC 200-3A Control Box - designed to be used with constant current DC welding power
sources, stationary or engine driven, for aluminum welding. A 250Amp contactor is built into the
control box to provide a "COLD" start. Either 115V AC or DC is required to operate the control
circuitry in this unit. Welder OPEN CIRCUIT VOLTAGE (OCV) is utilized by the AEC 200 Gun for
run in and the welding voltage also powers the wire drive motor while welding. An optically isolated
solid state relay is used in the gun trigger circuitry in order to isolate the operator from hazardous
voltages. *See installation instructions when using Model AEC 200-3A Contactor Control Box.
GUN SELECTION
The PROFAX AEC 200 Welding Gun is available in three separate component packages according to the welding wire size
and type required. The chart below gives PROFAX's recommendations.
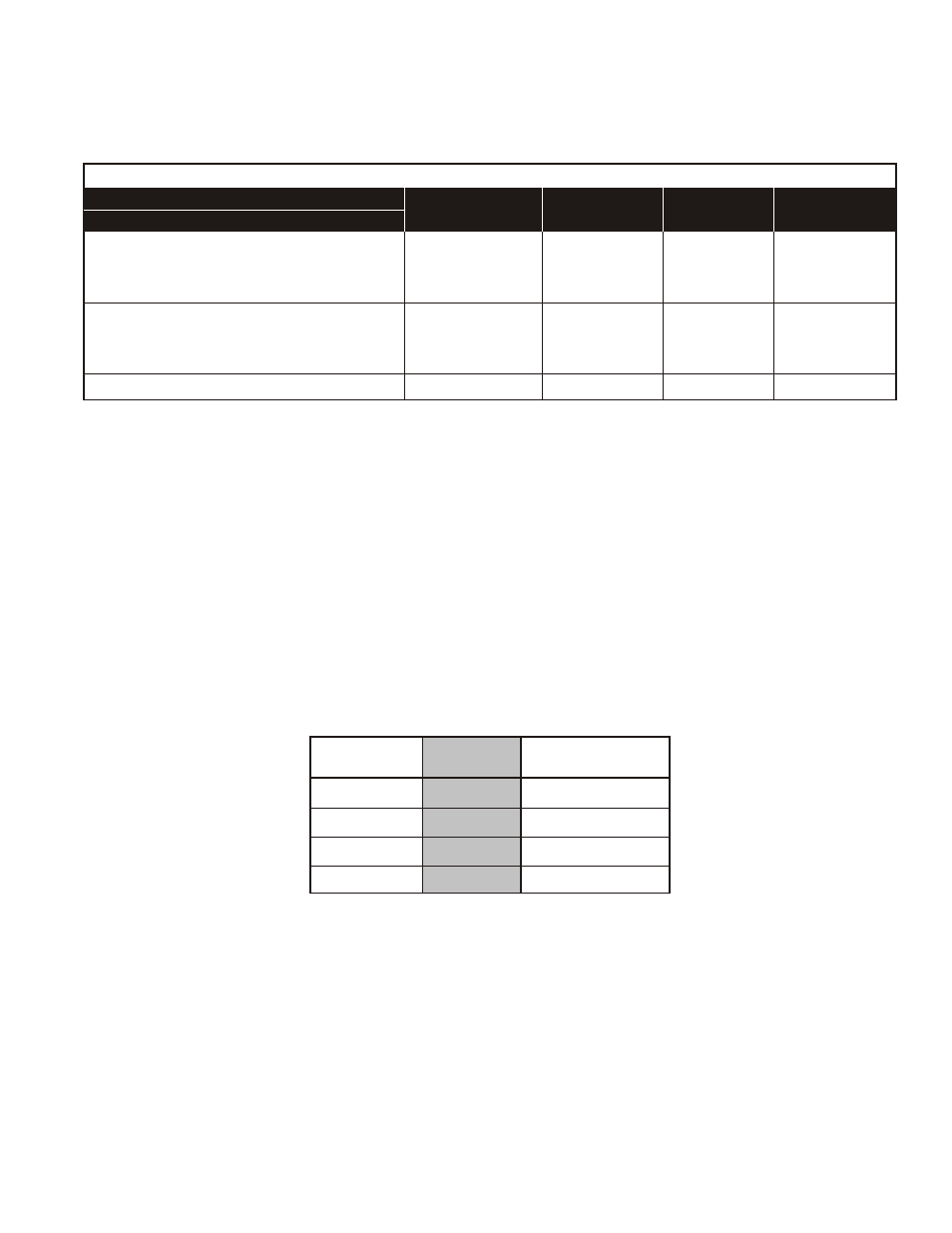
DUTY CYCLE
MODEL AEC 200 RATINGS
Current
(D.C.R.P.)
Duty Cycle*
Gas
200 Amps
100%
Argon or Helium
250 Amps
50%
Argon or Helium
275 Amps
30%
Argon or Helium
300 Amps
100%
Carbon Dioxide
*Duty cycle based on 10-minute intervals.
SHIPPING WEIGHT 26 LBS. (11.8kg)
ORDER FROM YOUR WELDING DISTRIBUTOR
THE SELECTION CHART
0.030-3/64"(0.8mm)
Aluminum
36:1
AEC 200-36
11/16"
3/64"(1.2mm)
3/64"(1.2mm)
Aluminum
64:1
AEC 200-64
11/16"
3/64"(1.2mm)
0.035(0.9mm)
Hard
81:1
AEC 200-81
11/16"
0.035(0.9mm)
0.030-3/64"(0.8mm)
Aluminum
36:1
AEC 200-36P
11/16"
3/64"(1.2mm)
3/64"(1.2mm)
Aluminum
64:1
AEC 200-64P
11/16"
3/64"(1.2mm)
0.035(0.9mm)
Hard
81:1
AEC 200-81P
11/16"
0.035(0.9mm)
0.030-3/64"(0.8mm)
Aluminum
36:1
AEC 200-36L
11/16"
3/64"(1.2mm)
®
®
®
The AEC-200L Spool Gun is a modified PROFAX Gun to direct connect to the ESAB (L-Tec ) MigMaster 250 and the ESAB Mig-28A
Control Module. This comes with 30' cable hose assembly.
®
®
P = Gun with 10 Pin Amphenol Plug (Direct mount Spool Gun for Airco (ESAB ) 10 pin receptacle and PROFAX Power Sources)
®
®
L = Gun with 8 Pin Amphenol Plug (Direct mount Spool Gun for ESAB (L-Tec ) MigMaster 250. Comes complete w/30' cable hose assembly.)
WIRE
MOTOR GEAR
MODEL
NOZZLE
CONTACT TUBE
SIZE
TYPE
RATIO
NO.
SIZE
& LINER