Rapid positioning milling, 8 milling cy cles – HEIDENHAIN SW 54843x-02 User Manual
Page 304
304
Cycle programming
4.8 Milling cy
cles
Rapid positioning milling
Select milling
Select rapid traverse positioning
The cycle activates the C axis and positions the spindle (C axis) and the
tool.
Cycle run
1
Activate C axis
2
Insert the current tool
3
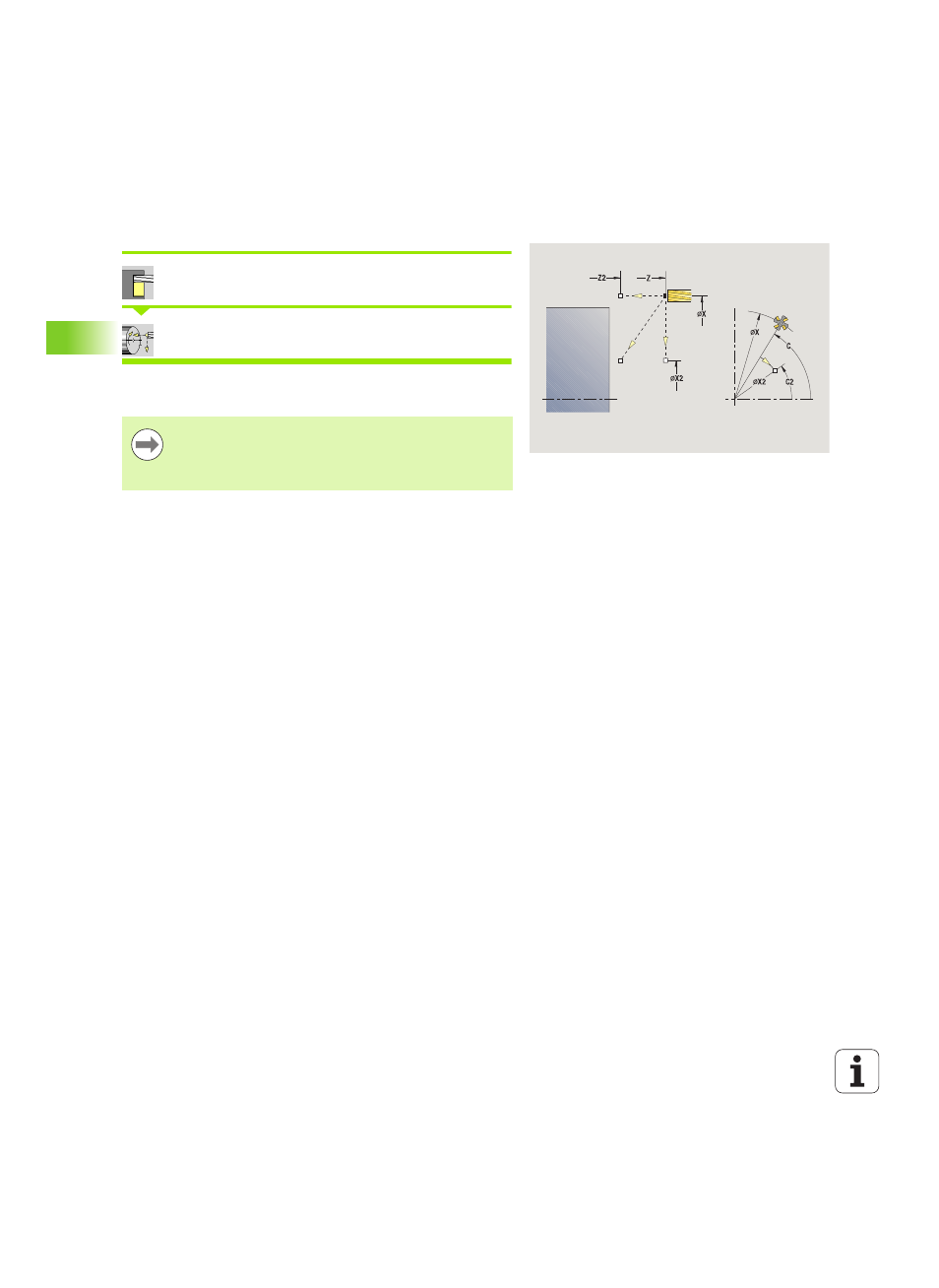
Position the tool at rapid traverse to the target point X2, Z2 and
the end angle C2
Rapid traverse positioning
is only required in Manual
mode.
The C axis is deactivated by a subsequent manual
milling cycle.
Cycle parameters
X2, Z2
Target point
C2
End angle (C-axis position)—(default: current spindle
position)
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining