6 calibr a ting a 3-d t o uc h pr obe – HEIDENHAIN 530 (340 49x-07) ISO programming User Manual
Page 488
488
Manual Operation and Setup
14.6 Calibr
a
ting a 3-D T
o
uc
h Pr
obe
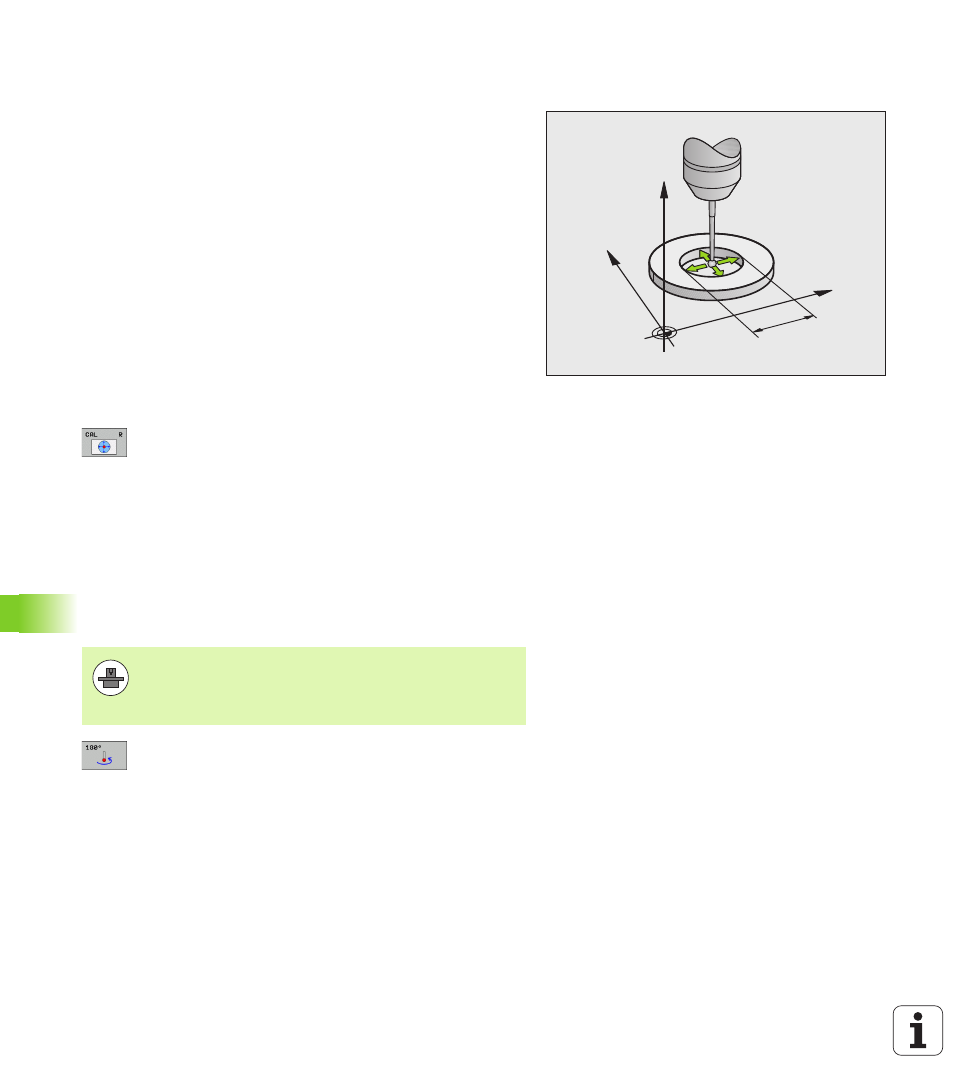
Calibrating the effective radius and
compensating center misalignment
After the touch probe is inserted, it normally needs to be aligned
exactly with the spindle axis. The calibration function determines the
misalignment between touch probe axis and spindle axis and
computes the compensation.
The calibration routine varies depending on the setting of Machine
Parameter 6165 (spindle orientation active/inactive). If the function for
orienting the infrared touch probe to the programmed probe direction
is active, the calibration cycle is executed after you have pressed NC
Start once. If the function is not active, you can decide whether you
want to compensate the center misalignment by calibrating the
effective radius.
The TNC rotates the 3-D touch probe by 180° for calibrating the center
misalignment. The rotation is initiated by a miscellaneous function that
is set by the machine tool builder in Machine Parameter 6160.
Proceed as follows for manual calibration:
U
In the Manual Operation mode, position the ball tip in the bore of the
ring gauge
U
To select the calibration function for the ball-tip radius
and the touch probe center misalignment, press the
CAL. R soft key
U
Select the tool axis and enter the radius of the ring
gauge
U
Probing: press the NC Start button four times. The 3-
D touch probe contacts a position on the hole in each
axis direction and calculates the effective ball-tip
radius
U
If you want to terminate the calibration function at this
point, press the END soft key
U
If you want to determine the ball-tip center
misalignment, press the 180° soft key. The TNC
rotates the touch probe by 180°
U
Probing: press the NC Start button four times. The 3-
D touch probe contacts a position on the hole in each
axis direction and calculates the ball-tip center
misalignment
Y
X
Z
10
In order to be able to determine ball-tip center
misalignment, the TNC needs to be specially prepared by
the machine manufacturer. Refer to your machine tool
manual for more information.