13 measure plane (cycle 431, din/iso: g431), Cycle run – HEIDENHAIN TNC 640 (34059x-01) Cycle programming User Manual
Page 495
HEIDENHAIN TNC 640
495
1
7.13 MEA
S
URE PLANE (Cy
c
le 431, DIN/ISO: G431)
17.13 MEASURE PLANE (Cycle 431,
DIN/ISO: G431)
Cycle run
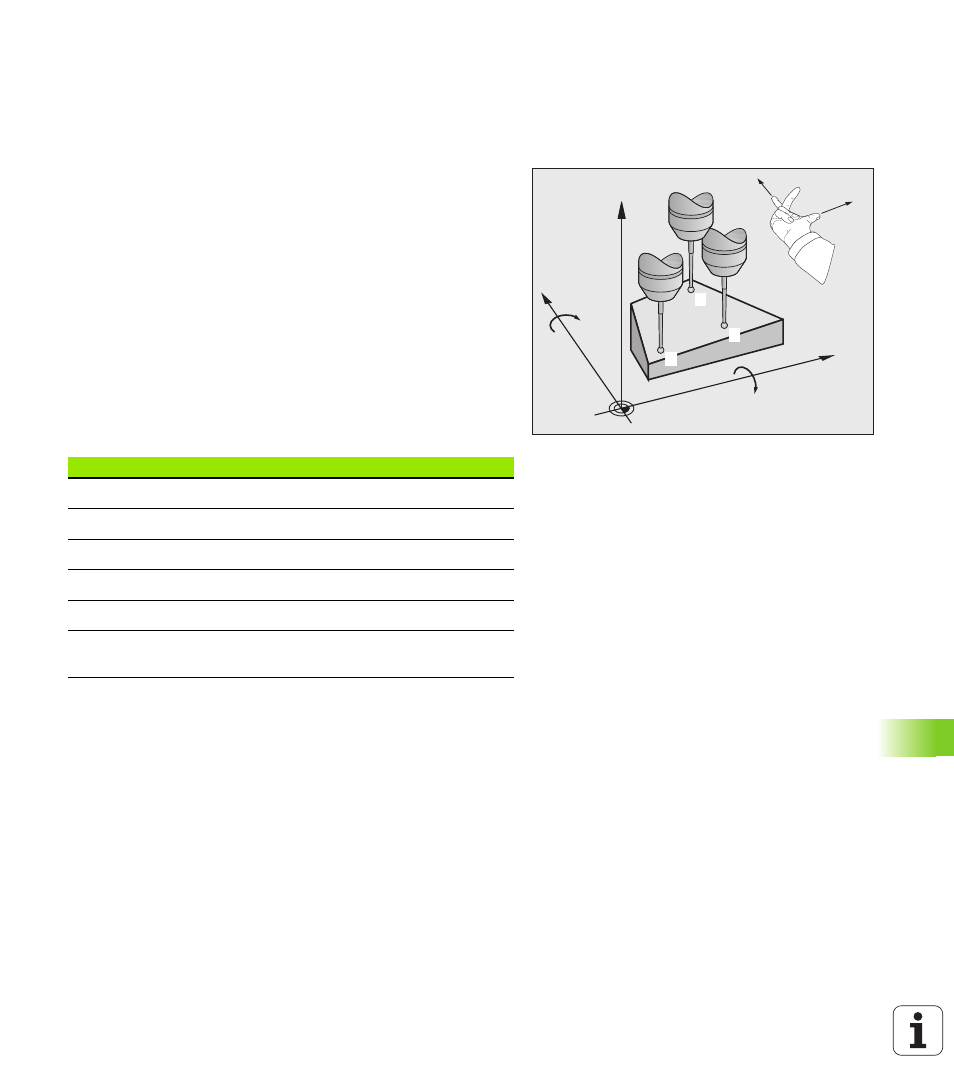
Touch Probe Cycle 431 finds the angle of a plane by measuring three
points. It saves the measured values in system parameters.
1
The TNC positions the touch probe at rapid traverse (value from
FMAX
column) following the positioning logic (see "Executing touch
probe cycles" on page 373) to the programmed starting point
1
and
measures the first touch point of the plane. The TNC offsets the
touch probe by the safety clearance in the direction opposite to the
direction of probing.
2
The touch probe returns to the clearance height and then moves in
the working plane to starting point
2
and measures the actual value
of the second touch point of the plane.
3
The touch probe returns to the clearance height and then moves in
the working plane to starting point
3
and measures the actual value
of the third touch point.
4
Finally the TNC returns the touch probe to the clearance height and
saves the measured angle values in the following Q parameters:
X
Z
Y
1
2
3
+X
+Y
A
B
Parameter number
Meaning
Q158
Projection angle of the A axis
Q159
Projection angle of the B axis
Q170
Spatial angle A
Q171
Spatial angle B
Q172
Spatial angle C
Q173 to Q175
Measured values in the touch probe axis
(first to third measurement)