Ivoclar Vivadent IPS Investment Ring System 300g User Manual
Page 12
12
Messa in rivestimento
A seconda delle abitudini di lavorazione, la messa in rivestimen-
to può avvenire con IPS PressVEST (p.es. durante la notte)
oppure con IPS PressVEST Speed. Per i dettagliati parametri di
lavorazione, si prega di consultare le relative istruzioni d’uso. Si
prega di osservare il seguente procedimento basilare:
–
Non applicare riduttori di tensione sugli oggetti in cera.
–
Miscelare la massa da rivestimento. Attenzione: la massa
da rivestimento contiene polvere di quarzo – pertanto
evitare l’inalazione di polvere.
–
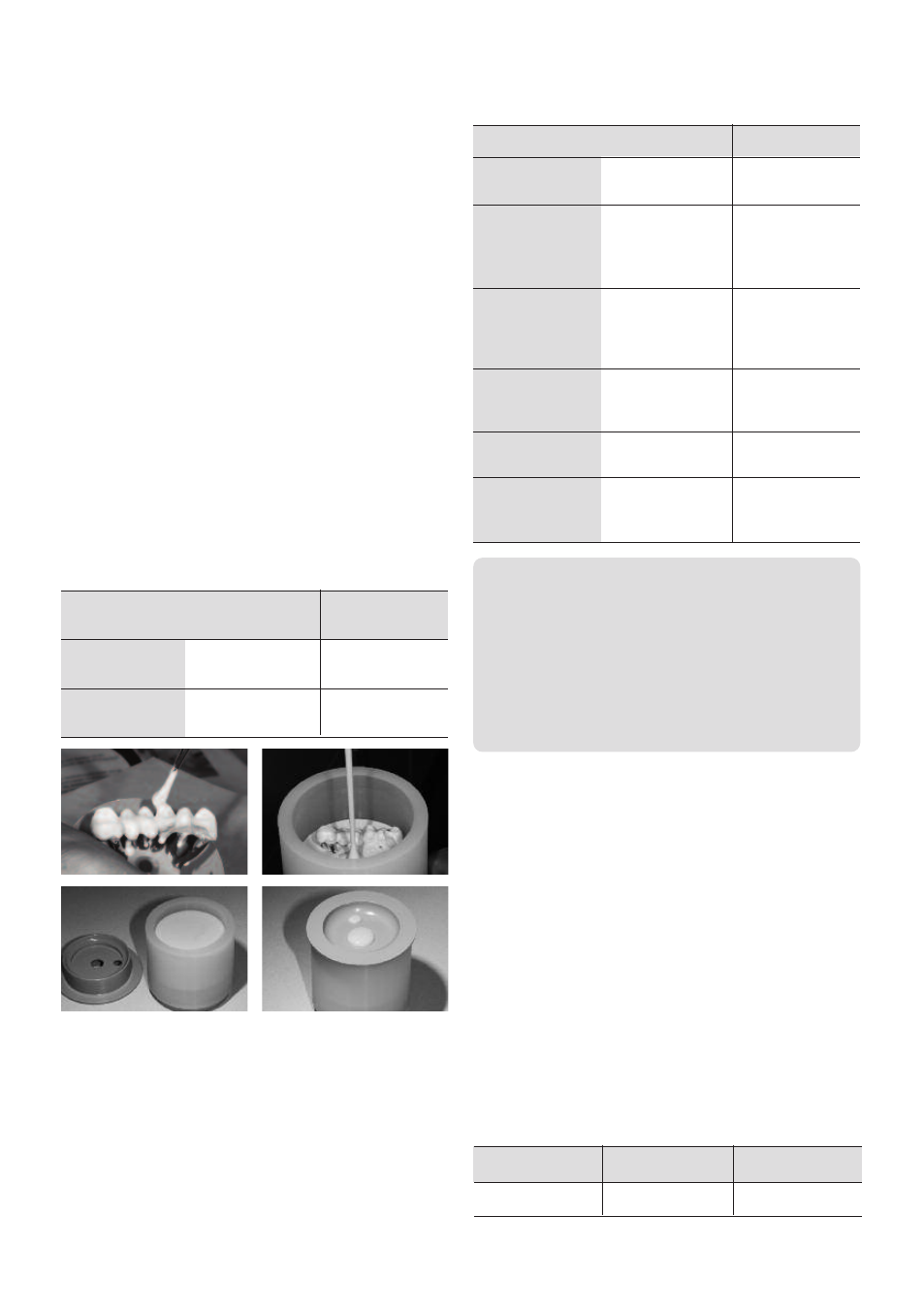
Rivestire l’interno delle cavità con uno strumento idoneo.
Prestare attenzione a non danneggiare i bordi.
–
Applicare cautamente IPS Silicone Ring da 300 g sulla base
del cilindro da 300 g senza danneggiare gli oggetti in cera.
L’anello in silicone deve essere appoggiato completamente
sulla base del cilindro.
–
Riempire quindi cautamente fino alla demarcazione il cilin-
dro ed applicare il calibro con un movimento d’inclinazione,
in modo tale che l’aria inglobata possa fuoriuscire dal foro
eccentrico.
–
Attendere il tempo di presa del materiale senza scuotere o
muovere il cilindro.
Rapporto di miscelazione della massa di
rivestimento
Tempo di presa
Temperatura forno
di preriscaldo
quando si inserisce
il cilindro
Posizione del cilin-
dro nel forno di
preriscaldo
Grezzi IPS e.max
ZirPress oppure
IPS Inline PoM
IPS One-Way-
Plunger 300 g
Tempo di tenuta a
temperatura finale
di 850°C
IPS PressVEST
min. 60 min.
(max. 24 ore)
temperatura
ambiente
(salita temperatura
max. 5°C/min)
verso la parete
posteriore, con
l’apertura verso il
basso
non preriscaldare
non preriscaldare
min. 90 min.
IPS PressVEST Speed
min. 30 min. /
max. 45 min.
850 °C
verso la parete
posteriore, con
l’apertura verso il
basso
non preriscaldare
non preriscaldare
min. 90 min.
IPS PressVEST
(300 g)
IPS PressVEST
Speed (300 g)
Struttura di dente
singolo e di ponte
Struttura di dente
singolo e di ponte
Liquid :
acqua distillata
39 ml : 27 ml
48 ml : 33 ml
Numero di grezzi
Peso in cera
3 grezzi
max. 2,2 g
6 grezzi
max. 5,1 g
Avvertenza:
Se si eseguono più messe in rivestimento Speed, queste
dovrebbero essere messe in rivestimento ad intervalli ed il
preriscaldo nel forno dovrebbe avvenire ad intervalli di ca.
20 min. (fra un cilindro e l’altro). Nell’inserimento dei cilindri
nel forno di preriscaldo, è necessario far attenzione che la
temperatura del forno non si abbassi troppo. Il tempo di
tenuta indicato vale a partire dal ri-raggiungimento della
temperatura di preriscaldo.
Preriscaldo
UItimato il tempo di presa previsto per ciascuna massa da
rivestimento (IPS PressVEST o IPS PressVEST Speed) il cilindro
viene preparato come segue per il preriscaldo:
–
Rimuovere il calibro e la base del cilindro con un movimen-
to di rotazione.
–
Premere cautamente il cilindro dall’anello in silicone IPS.
–
Rimuovere zone di disturbo sulla superficie d’appoggio del
cilindro con un coltello da gesso e controllare l’angolo di
90°. Prestare attenzione che residui di massa da rivesti-
mento non giungano nel canale di pressatura, eventual-
mente rimuoverli con getto d’aria.
Pressatura
Prima che il ciclo di preriscaldo sia terminato, eseguire le
seguenti fasi di preparazione alla pressatura:
–
Accendere per tempo il forno di pressatura e preriscaldarlo.
Attenersi agli specifici parametri di pressatura per il
sistema IPS Investment 300 g.
–
Tenere a portata di mano il pistone monouso freddo
IPS One-Way-Plunger 300 g
–
Tenere a portata di mano i grezzi da pressatura nel colore
desiderato insieme alla pinza per grezzi IPS.
Scelta dei grezzi
–
Nella pressatura si devono sempre utilizzare 3 rispettiv. 6
grezzi.
–
Per IPS InLine PoM si devono utilizzare soltanto i grezzi
piccoli o soltanto i grezzi grandi per ogni strato.
IPS e.max ZirPress