Ivoclar Vivadent IPS PressVEST v1.pdf User Manual
Page 44
Bearbeiding/investering
– Hell opp væske.
– Strø inn pulver.
– Bland investmentet godt med spatel i 20 sek. til alt er jevnt fuktig.
– Rør i investmentet i 60 sek. under vakuum. Kontroller regelmessig at vakuumutrører virker som den skal.
Etter blandeprosessen skal vakuumet langsomt forsvinne.
– Fyll muffelen ved lett vibrasjon (se respektiv bearbeidingsinstruks).
– Maks. 2 mufler kan investeres samtidig (invester radig).
– Bearbeidingstid: ca. 6 min. i romtemperatur
Herdetid
– Minimumsherdetiden er 60 minutter
– I løpet av herdetiden må det ikke foretas noen manipulering av muffelen.
– Ikke foreta trykkinvestering
Forvarming
– Temperaturstigning: 5 °C/min.
– 30 min. ved 250 °C
– 60 min. ved 850 °C
Viktige merknader
– Forberedelse av restaureringer, påsetting, muffel, pressing, fjerning av investment og rengjøring av
pressobjektene skal gjøres i henhold til den respektive bearbeidingsinstruksen.
– Overflødig isolasjonsvæske skal fjernes grundig før investering, ellers kan ikke investmentet herde
fullstendig.
– Ikke bruk voksavspennigsmiddel (tensid). Det kan reagere med investmentet.
– Like resultater kan bare oppnås når bearbeidingsinstruksen følges og betingelsene er like.
– Den angitte bearbeidingstemperaturen må absolutt overholdes. Væsken kan eventuelt kjøles ned i
kjøleskap ved 5–10 °C.
– Væskekonsentratet skal utelukkende fortynnes med destillert eller avionisert vann.
– Væskekonsentrasjon: Jo mer destillert vann som blandes inne i blandevæsken, jo mindre blir
avbindingsekspansjonen. I tillegg blir investmentet da mindre fast. Væsken må ikke fortynnes under 50 %.
– Investmentet må bare bearbeides med rene, tørre instrumenter, ikke bruk gipsblandebeger.
– De oppgitte minimumstidene (herdetid/forvarmingstid fra sluttemperaturen på 850 °C er nådd) må
absolutt overholdes.
– Bearbeidingstid
Avhenger av materialtemperaturen, blandemengden, røretiden og blandeapparatets intensitet (o/min. og
plassering av blandeverket).
– Høyere materialtemperatur forkorter bearbeidingstiden
– Lengre blandetid forkorter bearbeidingstiden
– Jo større mengde materiale som skal blandes, desto kortere er bearbeidingstiden.
– Noen punkter som kan påvirke investmentets avbindingsekspansjon
– Temperaturen på investment og væske
– Vannrester i blandebegeret
– Luftfuktighet
– Prinsipielt bør presskanalene være maks. 3–8 mm lange. Ved lange objekter (f.eks. tynne MOD) bør press-
kanalen heller være litt for kort enn litt for lang for ikke å gjøre presstiden unødig lang.
– Bland maksimalt 400 g investment av gangen.
– Overhold blandeforholdet nøyaktig!
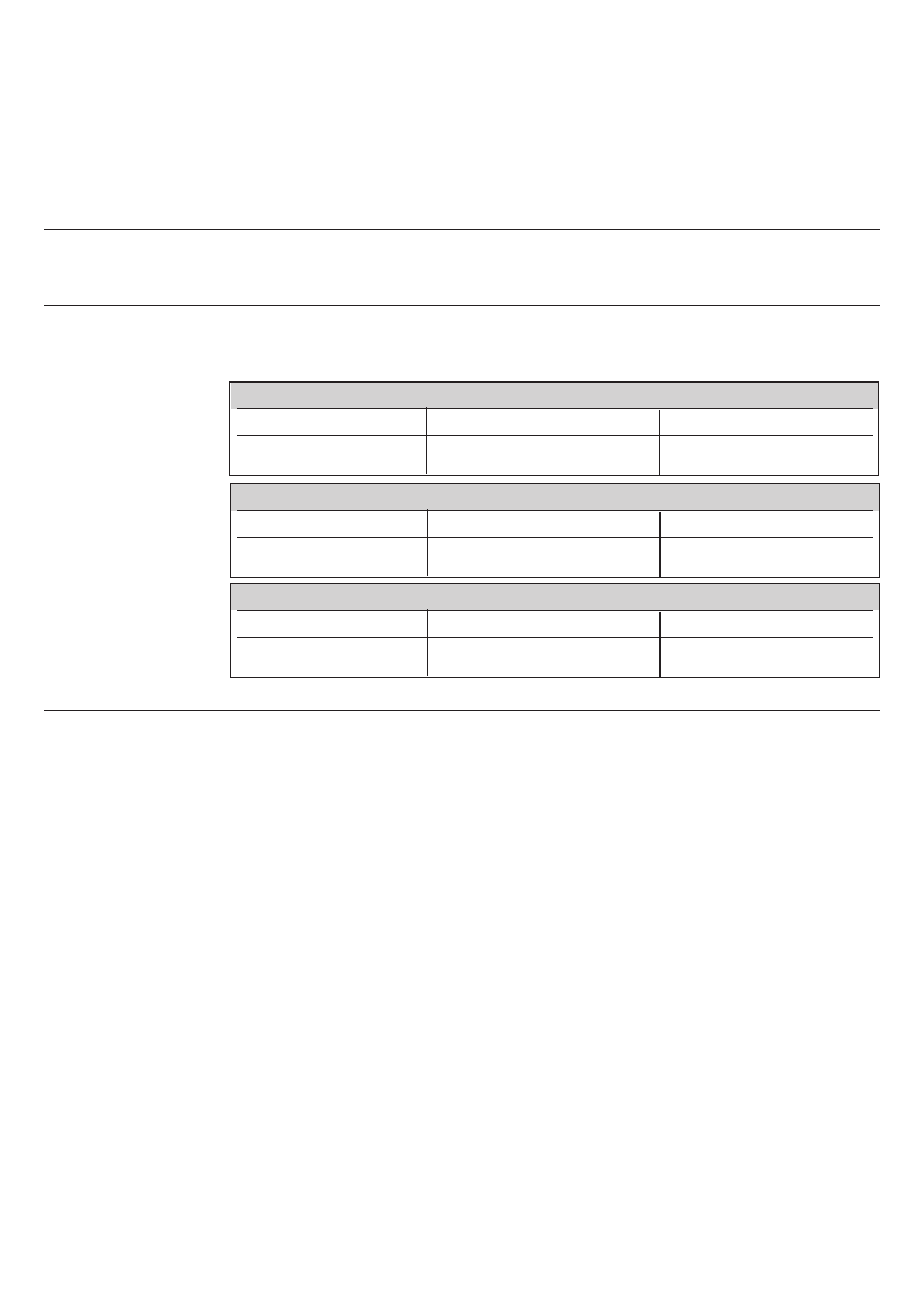
IPS e.max Press / IPS e.max ZirPress / IPS InLine PoM
Rohling
AlOx-stempel
Forvarming
Ingen forvarming
Ingen forvarming
IPS Empress 2 / IPS Empress Cosmo
Rohling
AlOx-stempel
Forvarming
Ingen forvarming
Forvarming
IPS Empress Esthetic
Rohling
AlOx-stempel
Forvarming
Forvarming
Forvarming