Solution, Subprogram (group of holes), Main program spgm – HEIDENHAIN TNC 426B (280 472) Training ISO programming User Manual
Page 41: Spgm, end
HEIDENHAIN Basic Course ISO G
426
62186/2
F06
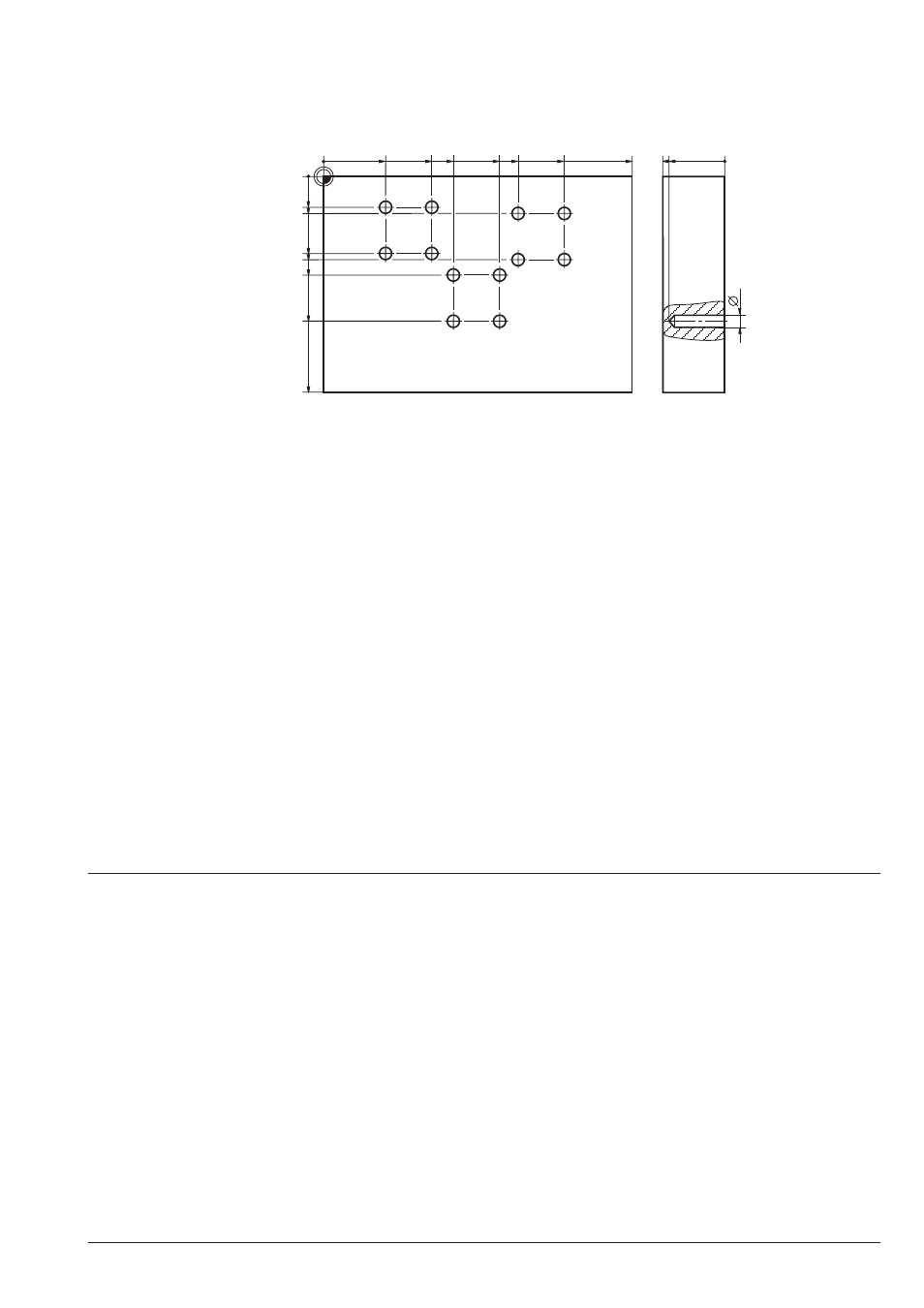
MAIN PROGRAM
SPGM
Retract tool, end
SPGM, END
100
20
0
10
0
0
18
20
35
42
57
63
4
25
32
47
70
78
12
27
➀
➁
➂
%62186 G71 *
N10
G30 G17 X+0 Y-70 Z-20 *
N20
G31 G90 X+100 Y+0 Z+0 *
N30
T4 G17 S2000 * ...................................................... TOOL CALL, R2
N40
G200 ..................................................................... DRILLING
Q200=2 .................................................................. SETUP CLEARANCE
Q201=-18 ............................................................... DEPTH
Q206=150 .............................................................. FEED RATE FOR PLUNGING
Q202=7 .................................................................. PLUNGING DEPTH
Q210=0 .................................................................. DWELL TIME ON TOP
Q203=+0 ................................................................ SURFACE COORDINATE
Q204=50 ................................................................ 2ND SETUP CLEARANCE.
Q211=0 * ................................................................ DWELL TIME AT BOTTOM
N50
G00 G40 G90 Z+100 M03 * ...................................... CLEARANCE HEIGHT
N60
X+20 Y-10 * ............................................................ STARTING POINT HOLE GROUP
À
N70
L1,0 * ..................................................................... CALL SPGM
N80
G00 X+63 Y-12 * ..................................................... STARTING POINT HOLE GROUP
Á
N90
L1,0 * ..................................................................... CALL SPGM
N100 G00 X+42 Y-32 * ..................................................... STARTING POINT HOLE GROUP
Â
N110 L1,0 * ..................................................................... CALL SPGM
N120 G00 G40 G90 Z+100 M30 *
N130 G98 L1 *
N140 M99 *
N150 G00 G91 X+15 M99 *
N160 G00 Y-15 M99 * ....................................................... DRILLING PATTERN
N170 G00 X-15 M99 *
N180 G90 *
N190 G98 L0 *
N999999 %62186 G71 *