Solution, Hole pattern, Main program – HEIDENHAIN TNC 426B (280 472) Training ISO programming User Manual
Page 50
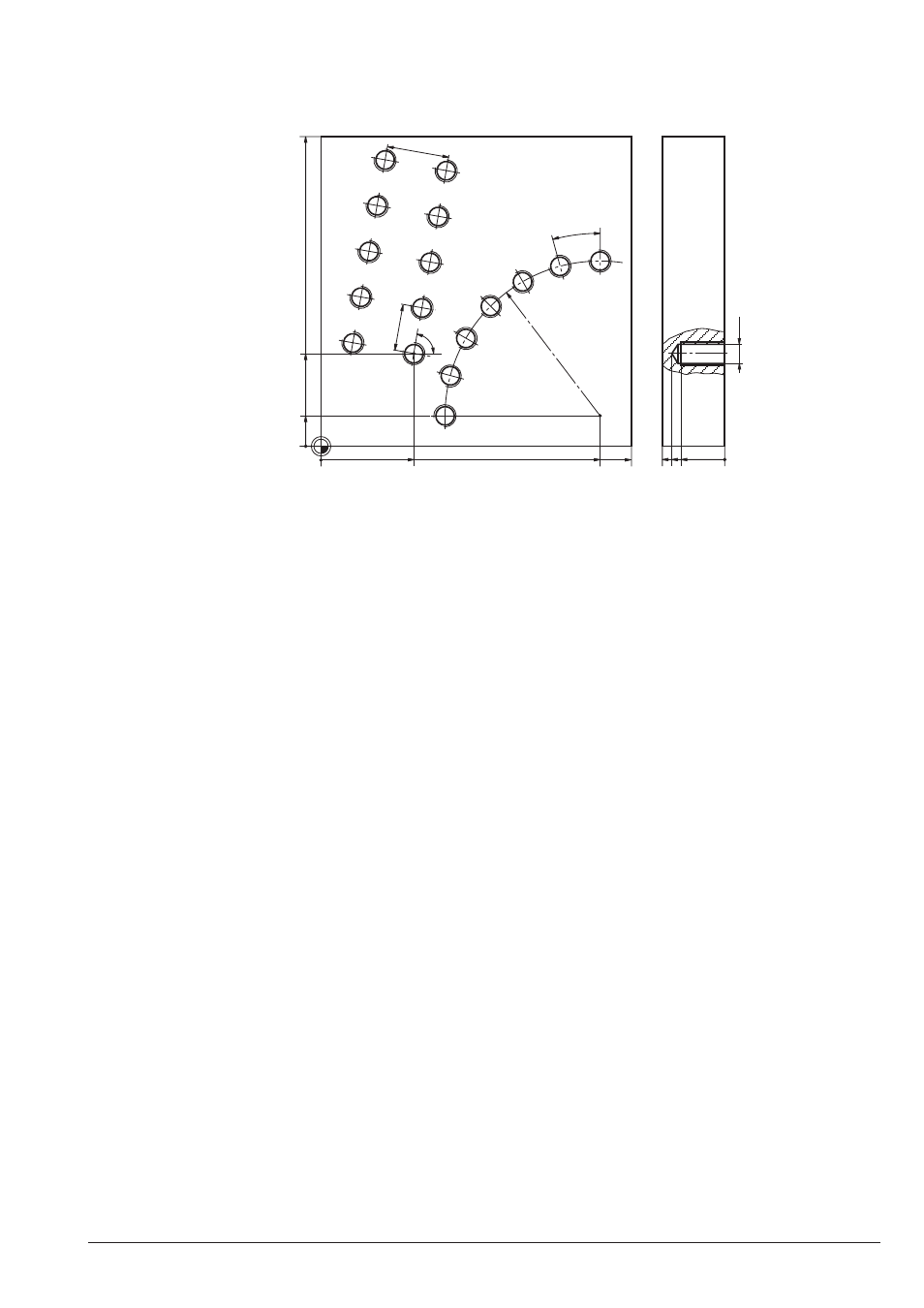
HEIDENHAIN Basic Course ISO G
426
62189/2
F06
MAIN PROGRAM
100
100
0
90
0
30
20
0
10
30
17
20
15
80°
R50
15°
M6
14
%62189 G71 *
N5
G30 G17 X+0 Y+0 Z-20 *
N10
G31 G90 X+100 Y+100 Z+0 *
N15
T4 G17 S1500 * ................................................... R2
N20
G00 G40 G90 Z+100 M03 *
N25
G200 ..................................................................... CENTER
Q200=2 .................................................................. SETUP CLEARANCE
Q201=-3,5 .............................................................. DEPTH
Q206=150 .............................................................. FEED RATE FOR PLUNGING
Q202=3,5 ............................................................... PLUNGING DEPTH
Q210=0 .................................................................. DWELL TIME AT TOP
Q203=+0 ................................................................ SURFACE COORDINATE
Q204=2 .................................................................. 2ND SETUP CLEARANCE
Q211=0 * ............................................................. DWELL TIME AT DEPTH
N30
L1,0 *
N35
L2,0 *
N40
G00 Z+100 M06 *
N45
T5 G17 S1500 * ................................................... R2
N50
D00 Q201 P01 -17 * ................................................. DEPTH
N55
D00 Q202 P01 +6 * .................................................. PLUNGING DEPTH
N60
G00 G40 G90 Z+100 M03 *
N65
L1,0 *
N70
L2,0 *
N75
G00 Z+100 M06 *
N80
T6 G17 S300 *
N85
G85 ....................................................................... RIGID TAPPING
P01 2 .................................................................... SETUP CLEARANCE
P02 -14 .................................................................. DEPTH
P03 +1 * ................................................................. PITCH
N90
G00 G40 G90 Z+100 M03 *
N95
L1,0 *
N100 L2,0 *
N105 G00 Z+100 M30 *
Retract tool, end