Production guidelines, Hand assembly, Automated assembly – Linx Technologies TRM-915-DTS User Manual
Page 21: Castellations pcb pads soldering iron tip solder
– –
– –
36
37
Production Guidelines
The module is housed in a hybrid SMD package that supports hand and
automated assembly techniques. Since the modules contain discrete
components internally, the assembly procedures are critical to ensuring
the reliable function of the modules. The following procedures should be
reviewed with and practiced by all assembly personnel.
Hand Assembly
Pads located on the bottom
of the module are the primary
mounting surface (Figure 47).
Since these pads are inaccessible
during mounting, castellations
that run up the side of the module
have been provided to facilitate
solder wicking to the module’s
underside. This allows for very
quick hand soldering for prototyping and small volume production. If the
recommended pad guidelines have been followed, the pads will protrude
slightly past the edge of the module. Use a fine soldering tip to heat the
board pad and the castellation, then introduce solder to the pad at the
module’s edge. The solder will wick underneath the module, providing
reliable attachment. Tack one module corner first and then work around the
device, taking care not to exceed the times in Figure 48.
Automated Assembly
For high-volume assembly, the modules are generally auto-placed.
The modules have been designed to maintain compatibility with reflow
processing techniques; however, due to their hybrid nature, certain aspects
of the assembly process are far more critical than for other component
types. Following are brief discussions of the three primary areas where
caution must be observed.
Castellations
PCB Pads
Soldering Iron
Tip
Solder
Figure 47: Soldering Technique
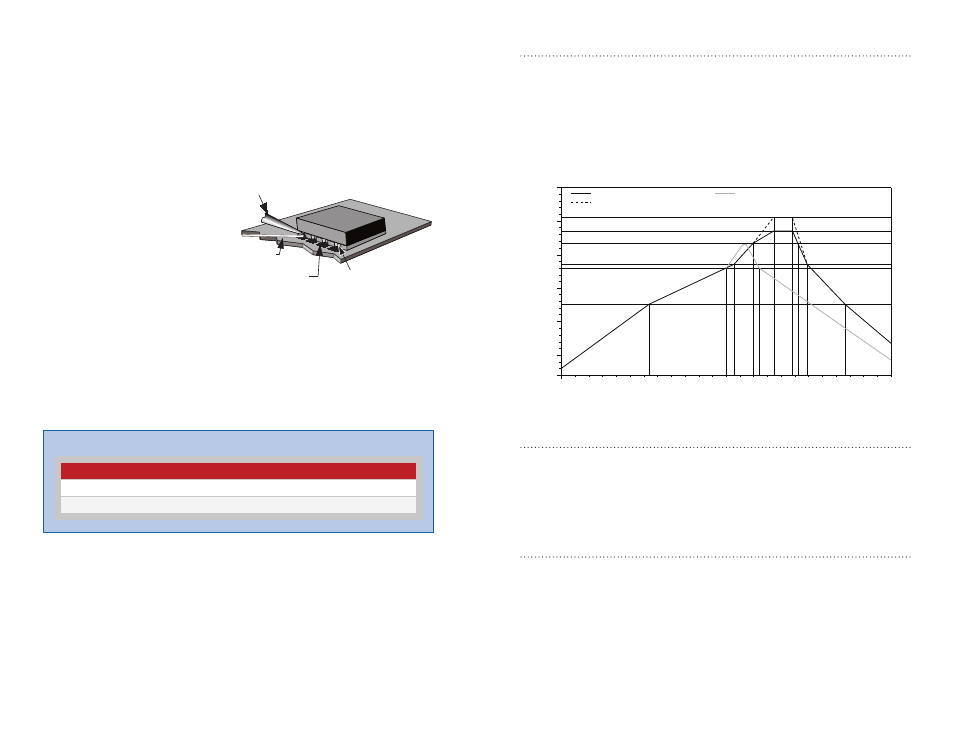
Reflow Temperature Profile
The single most critical stage in the automated assembly process is the
reflow stage. The reflow profile in Figure 49 should not be exceeded
because excessive temperatures or transport times during reflow will
irreparably damage the modules. Assembly personnel need to pay careful
attention to the oven’s profile to ensure that it meets the requirements
necessary to successfully reflow all components while still remaining
within the limits mandated by the modules. The figure below shows the
recommended reflow oven profile for the modules.
Shock During Reflow Transport
Since some internal module components may reflow along with the
components placed on the board being assembled, it is imperative that
the modules not be subjected to shock or vibration during the time solder
is liquid. Should a shock be applied, some internal components could be
lifted from their pads, causing the module to not function properly.
Washability
The modules are wash-resistant, but are not hermetically sealed. Linx
recommends wash-free manufacturing; however, the modules can be
subjected to a wash cycle provided that a drying time is allowed prior
to applying electrical power to the modules. The drying time should be
sufficient to allow any moisture that may have migrated into the module
to evaporate, thus eliminating the potential for shorting damage during
power-up or testing. If the wash contains contaminants, the performance
may be adversely affected, even after drying.
125°C
185°C
217°C
255°C
235°C
60
120
30
150
180
210
240
270
300
330
360
0
90
50
100
150
200
250
300
Recommended RoHS Profile
Max RoHS Profile
Recommended Non-RoHS Profile
180°C
Temperature
(
o
C)
Time (Seconds)
Figure 49: Maximum Reflow Temperature Profile
Warning:
Pay attention to the absolute maximum solder times.
Figure 48: Absolute Maximum Solder Times
Absolute Maximum Solder Times
Hand Solder Temperature: +427ºC for 10 seconds for lead-free alloys